Paso 1: Diseño y mecanizado inicial




Diseño:
- El diámetro más grande de cualquiera de mis instrumentos de escritura era 0,46", para que un ancho de ranura de 0.5" parecía razonable.
- Espaciamiento de las plumas - y así las ranuras - 0,75" centro a centro hecho razonablemente fáciles de conseguir mis dedos alrededor de ellos para inserción/extracción.
- Ranura de profundidad 0,46"/ 2 + 0,04" = 0.27 "parecía razonable.
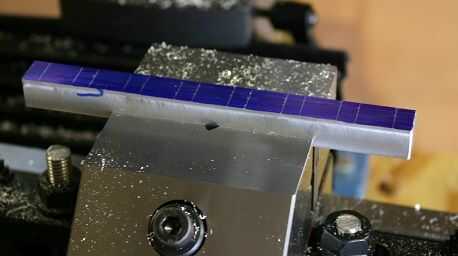
- Cuando el adelgazamiento de la parte inferior hacia fuera, yo con éxito había molido lo a 0,034" en una de las muestras. No trato de ir más fino porque me estaba poniendo nervioso, y no hacer experimentos para ver cuánto podía empujar este proceso. (Diluyente facilitaría las plumas insertar/retirar.)
- Dentro radio, 1/4", fue elegido porque es el único tamaño redonda nariz fresa tengo.
- A lo largo todas las dimensiones son múltiplos de 1/16" porque mi X o mesa Y que ahora por vuelta del dial.
Los pasos de mecanizado inicial (straightforwards) son los siguientes:
- Cortar un trozo de barra de aluminio de 1/2 "x 1/2": 5.5" más algunos slop (decir, 5,65").
- Configurar un tornillo de banco paralelo al eje de su molino.
- Utilizando una fresa más grande que 1/2", limpiar las cuatro caras largas de las acciones. (Yo usé una 9/16" 4-flauta)
Necesitarás eliminar las rebabas de las esquinas entre cada corte. - Limpie el extremo izquierdo de la culata.
- Limpiar el extremo derecho de la acción y llevar la longitud total a 5,50"(tal vez ± 0,01")
- Aunque no no terminantemente es necesario, usted puede diseño las ranuras que estará cortando.
- Eliminar la mayor parte del material en las ranuras con una fresa 7/16" en cada ranura a una profundidad de 0,2".
- Los lados de las ranuras de la máquina y los radios de esquina con un 1/4" redondo de fresa de la nariz. Profundidad de corte será de 0,27" debajo de la parte superior de las pestañas.
- El plana inferior de las ranuras utilizando una fresa de 1/4" de la máquina. Profundidad de corte debe ser la misma que para la fresa nariz redonda, +0.000 / -0.002 ".
Notas sobre el mecanizado:
- Al hacer más de una de ellas, encontré que era más rápido cambiar una parte de la prensa y rezero la dimensión X de lo que era cambiar el cortador hacia fuera y rezero la dimensión Y, al hacerlo esto ahorra tiempo si se puede hacer cada corte con una sola pasada.
- Por lo tanto, por qué nos "cerdo hacia fuera" la mayoría del material en las ranuras con una fresa 7/16" en una sola pasada: Esto hace que también podemos hacer el resto de los cortes en una sola pasada.
- Una fresa 7/16" a una profundidad de 0,2" tiene sólo unas centésimas de espacio entre ella y el perfil final. Asegúrese de ubicarlo en el centro de las ranuras.
- Mi molino piensa que una ranura de 7/16 "x 0,2" en aluminio es bastante grande y así prefiere un cortador 2-flauta de dicha operación.
- Tengo el mejor acabado en los radios de la esquina por fresado de subida, que me sorprendió, dado lo ligero mi molino es.
- Se ve y se siente mucho mejor si el fondo plano de las ranuras es un poco alto de un poco baja, por lo tanto la tolerancia asimétrica en función de esa.







")





