Paso 2: Impresión, diseño y volver a imprimir
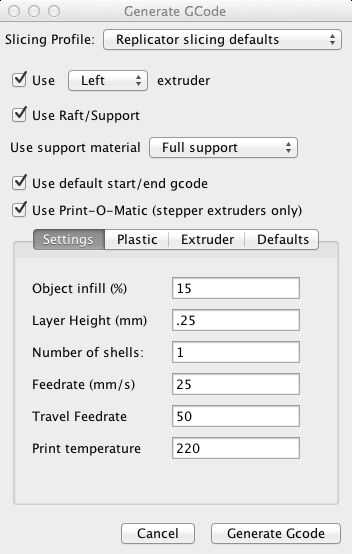
Después de escalar hasta aproximadamente el tamaño que quería (usted puede eyeball lo por los cuadrados de rejilla, que son 10mm por cada lado), hice clic en el botón "Generar GCode" para convertirlo. Esto abre un cuadro de diálogo en el que puede configurar varios aspectos del procedimiento de impresión. Aquí voy a salir en mis opciones (Foto #3).
Quería imprimir en negro, que es la izquierda extrusora en mi máquina, así que asegúrese de que tenerlo a sacar por el lado que tiene el color de elección.
"Soporte completo" significa que el programa añadirá un andamio fino a cualquier voladizos que de otro modo tendrían impresión problemas (el plástico de lo contrario no tendrían nada que construir fuera de y probablemente se habría desordenado la impresión de ir por todo el lugar). El andamio se imprime para que pega bastante bien para su impresión, pero todavía es bastante fácil de eliminar. Esta opción imprime también un enrejado (una "balsa") por debajo de su impresión que ayuda a que se adhieren a la plataforma. Las otras 2 opciones son 'None', que sólo da la balsa y la "Ayuda Exterior", que sólo imprime el andamio alrededor de su impresión (nunca encima de una capa anterior). Como ninguna de estas opciones funcionaría para esta impresión, puede ignorarlos.
Relleno es el porcentaje (por volumen) de plástico en su impresión. Ya que una impresión sólida tomaría para siempre y una tonelada de la deformación, generalmente uso un relleno < 50%. El relleno se manifiesta como una estructura de nido de abeja en el interior de su impresión (cuanto mayor sea el relleno, los más densos los panales). Porque esta impresión no tiene que ser estructural (solo bastante ;)), opté por un relleno de 15 por ciento.
0.25 es un buen comercio de altura de capa (nombre bastante autoexplicativo) entre detalle y tiempo de impresión.
Otra vez, porque esto no es un modelo estructural, debería ser suficiente 1 cáscara (el número de veces que recorre el perímetro).
Feedrate (velocidad de la cabeza de la extrusora) debe ser ligeramente bajada desde el valor predeterminado (30) debido a todos los círculos que desea mantener liso. Demasiado rápido y tiende a "conectar los puntos" en lugar de dibujar un círculo suave. Demasiado lento y la impresión se llevará mucho tiempo.
La velocidad de avance del viaje (la velocidad cuando no sacar) es relativamente poco importante para esta impresión. La dejé en el valor predeterminado.
220 grados C es buena para la impresión con ABS. Si utilizas PLA, asegúrese de utilizar el ajuste correcto para su material.
Otra cosa no incluido aquí es la temperatura de la plataforma. La temperatura arriba es para la boquilla que permite extruir el plástico, esta temperatura es para la plataforma en la que se construye el modelo. En algún lugar en la región de 115 generalmente funciona para mí. Tienes que cambiar esta configuración en el menú valores predeterminados o la gcode sí mismo, pero no es demasiado difícil (recuerda, google es tu amigo: D).
Después de la primera impresión, hice algunas ediciones menores: aumentó la separación entre las 2 piezas de la base "flotante" y que los arcos Unidos con la base (el pequeño espacio se puede ver en el modelo entre el arco y la base no muestra en absoluto en la impresión).




 3v")


 (impresión 3D)")
")




