Paso 3: Máquina Hardware personalizado


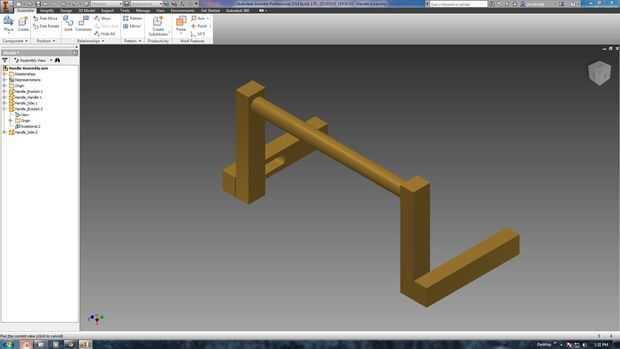
Hice los componentes de hardware en TechShop (www.techshop.ws) y no se puede exagerar lo guay es como un carpintero que la posibilidad de personalizar el hardware para proyectos específicos. El personal de TechShop era grande en ayudarme a completar mi primer fresado siempre proyecto y realmente no hubiera podido hacerlo sin ellos.
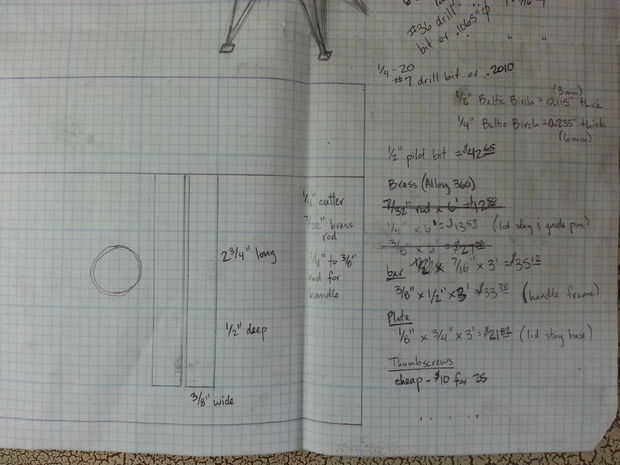
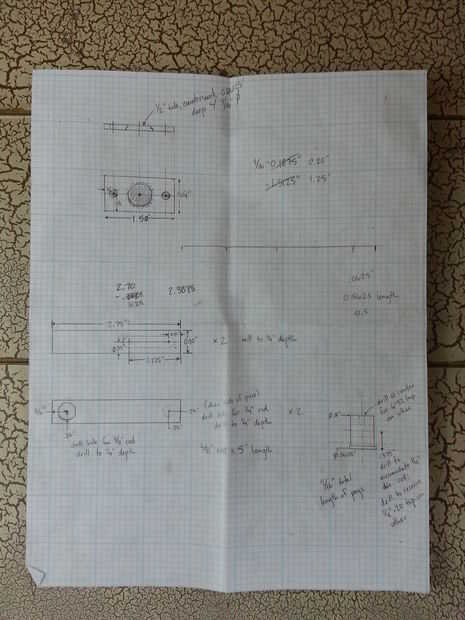
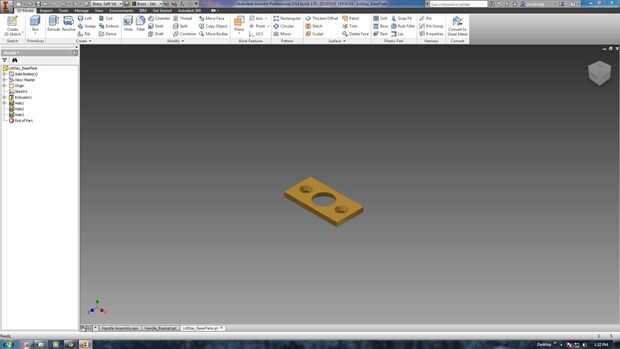
El proceso de construcción áspera para piezas planas todas incluyendo la tapa estancia placas base y componentes de asa plana es la siguiente:
- Corta acción plana para aproximar el tamaño
- Sujete la pieza en molino y usa buscador de centro para situar el cero para ejes X & Y
- Utilice la abrazadera de parada si está disponible para mantener la referencia al pasar de un componente al siguiente
- Utilizar la fresa para limpiar extremos cortados y el molino a la longitud exacta
- Localizar lugares de función y utilizar taladro de centro pretaladrar los agujeros
- Molino de las características del componente utilizando molino de tamaño adecuado
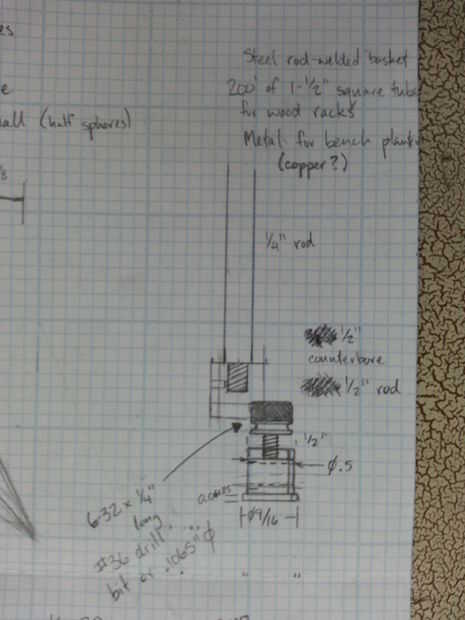
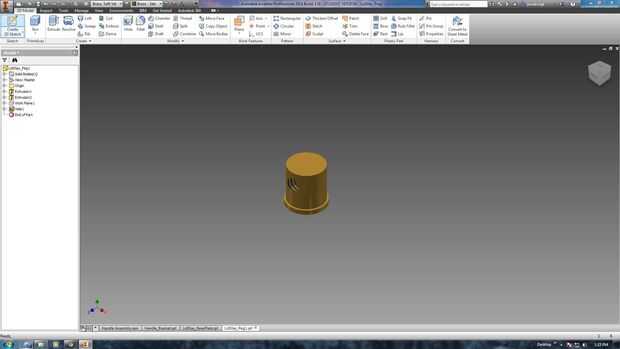
El proceso de construcción áspera de las clavijas de estancia de la dos tapa que se produjeron en el torno de metal es como sigue:
- Abrazadera 3/4" en la barra de torneros
- Tirada del taladro del uso del taladro de centro agujero molino final de peg
- Utilice herramienta de corte torno básico para moler los dos diámetros requeridos de clavijas
- Cortar la clavija a distancia adecuada
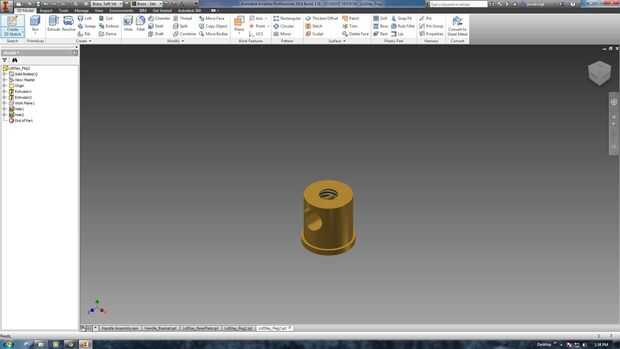
- Para clavija superior: utilizar molino para taladro 1/4" para la barra se deslice a través; usar mano taladro a taladro para tornillo rosca #6-32
- Para peg inferior: utilizar molino de hacer agujero para roscas de 1/4-20 que va a recibir el vástago roscado
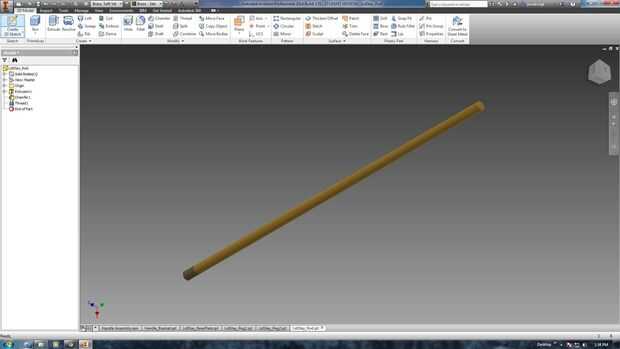
Se cortó el tapa 1/4" diapositiva tirante para aproximar la longitud usando un atajo de sierra, limpiar los extremos con una lijadora de disco y luego roscado con rosca de 1/4"-20. La varilla de 3/8" mango fue cortada a longitud aproximada utilizando un atajo Sierra y limpia los extremos con una lijadora de disco. La barra de la manija también quedó un poco largo y enarenados a dimensión exacta sólo después de que el hueco para el mango se creó en la caja de madera.
Un acabado cepillado fue aplicado a las piezas de latón con rueda de alambre no agresivos en una esmeriladora de banco. Un fuera de la plataforma, dos de parte de epoxy se utilizó para pegar la varilla de la manecilla y 1/4" Inserte las clavijas; la próxima vez te busca una presión, pero claramente yo no soy un maquinista real todavía.

![DIY soporte del ordenador portátil lap y escritorio [hack de Ikea y eBay]](https://foto.askix.com/thumb/170x110/3/0a/30af43fa4a0909dc4e1e530f0e37c898.jpg "DIY soporte del ordenador portátil lap y escritorio [hack de Ikea y eBay]")






")
")



