Paso 6: Montar el servo de pan
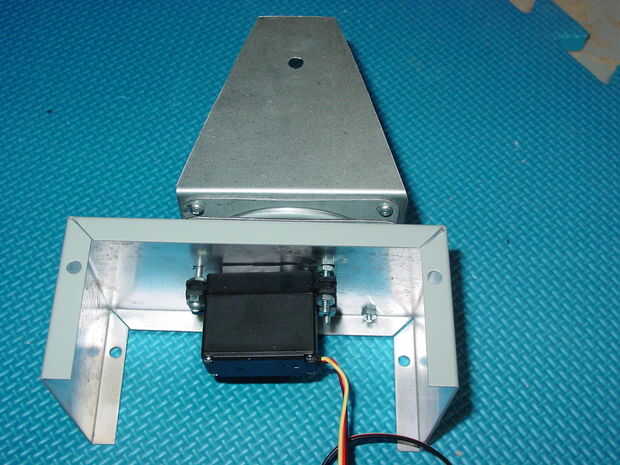


Línea de la marca hecha en el cuerno del servo con uno de los lados abiertos de la abrazadera. La marca debe estar centrada en el lado abierto del soporte.
Perfore dos agujeros de 7/64" a través de la bocina y el soporte. Generalmente lo hago a través de los orificios existentes en el cuerno del servo. No importa cuáles, excepto intentar y hacer 180 grados aparte.
Instale un tornillo 4-40 x ½" máquina en cada agujero en el soporte y fíjelo con una tuerca de 4-40. Ahora coloque los tornillos a través del soporte y asegúrelo con dos tuercas 4-40. El cuerno del servo todavía debe estar centrado en el orificio en el soporte pero no directamente contra el soporte.
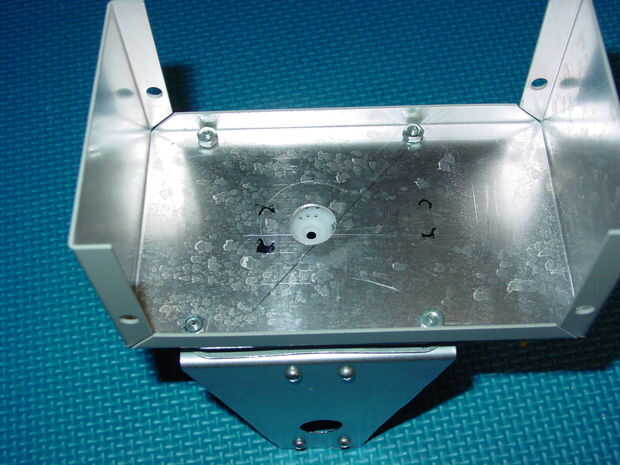
Fije la placa giratoria en la parte inferior del soporte largo (el cuerno del servo debe estar en el medio). Utilice 4-40 x 1/4" tornillos y tuercas (4 de cada uno).
Coloque la base terminada en la parte superior de la caja de Hammond (o cubierta del recinto) y alinee los orificios de montaje. El cuerno del servo debe centrarse también en el agujero en el recinto.
Dry fit el servo pan. El collar en el eje del servo debe poder apretarse bien en el agujero en la caja y el eje debe estar dentro de la bocina.
Comprobar que los agujeros de montaje giratorio todavía línea para arriba. De lo contrario realizar los ajustes necesarios (redrill si es necesario).
Retire el servo. Trate de mantenerlo centrado.
Temporalmente Fije la placa giratoria hasta el gabinete de Hammond o placa con 4 tuercas y tornillo de máquina de cuatro 4-40 x ¼".
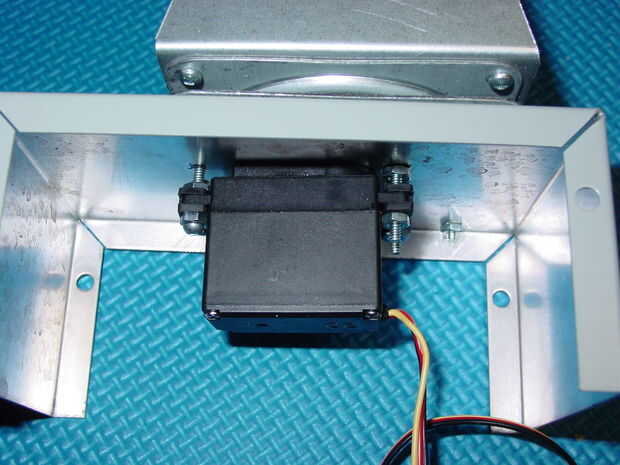
Alinee uno de los extremos abiertos de la abrazadera con el lado corto de la caja de Hammond. Se trata de la parte delantera de la unidad.
Vuelva a instalar el servo. Debe alinear para que el lado corto del servo (con los cables que salen hacia fuera) es paralelo con la parte delantera de la unidad.
Utilizando el mismo método como lo hizo con el servo grande (paso 4), marcamos los agujeros de montaje para este servo.
Retire el servo.
Taladro a estos 4 agujeros con un 7/64" bits, a menos que (como el mío) 2 de los agujeros pasará por el mecanismo de giro. En este caso, pedacito de taladro los orificios de 2 más cercana al centro de la placa giratoria con un 7/64" bits y taladrar los otros 2 orificios y el mecanismo de giro con un 3/32". Toque en los 2 agujeros con un Tap de 4-40. Esto puede ser algo opcional. Podía perforar todas 4 agujeros con la 7/64" bits y sólo use los agujeros ahora 2 (con tornillos utilizados como pernos) para evitar que el motor torque
Desconectar el eslabón giratorio del gabinete de Hammond (o placa).
Monte dos 4-40 x ¾" los tornillos por la parte superior (el mismo lado como monturas giratorias en) de la caja (o placa) y fíjelos en la parte inferior con una tuerca en cada tornillo.
Vuelva a colocar el eslabón giratorio con los cuatro tornillos 4-40 x ¼" y cuatro tuercas.
Quitar los 2 tornillos más cercanos al eje del servo del bandeja de servo.
Colocar otra tuerca en cada uno de los tornillos que se montan en el recinto (o placa). Vuelva a montar el servo en estos 2 tornillos. El servo debe alinearse con el cuerno como se describió anteriormente.
Coloque una tuerca de tercera en cada uno de los tornillos y apriete. Estos mantendrán el servo al recinto (o placa). Apriete la tuerca de la segunda hasta el servo.
Atornille los otros tornillos de dos servo en los agujeros roscados (o justo en los orificios).
Asegúrese de que usted conecte el servo horn sujeción Tornillo. Puede dejar un poco holgada para que si no el servo perfectamente centrado, puede moverse un poco.













