Paso 4: Asamblea de eje de Z
http://RepRap.org/wiki/RepRapPro_Huxley_z_axis_ass...
Seguido el enlace tal como se describe a excepción de los cambios a continuación:
Paso 1: Las piezas impresas 3D suministradas en el kit tendrá que pulirse para encajar sobre las varillas roscadas, pero ten cuidado ya que son propensos a romperse.
Paso 2: Un pequeño cambio, la varilla ligeramente fue atornillado sobre la tuerca antes de aplicar el resorte para facilitar el montaje.
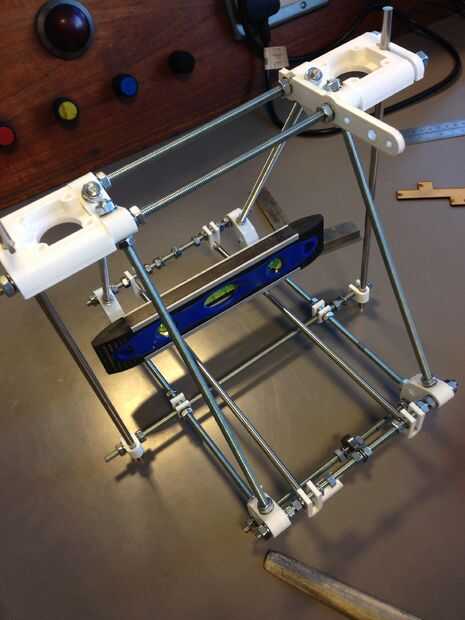
Paso 3: El 'Poli tubo 30mm' fue substituida por una opción más estable. La mejoría fue a 2 barras de acero que actúan como separadores de la máquina. Estos están diseñados para aumentar la estabilidad de la impresión cuando el eje se mueve en la dirección vertical como propensas a deslizarse. La otra razón es que asegura que es cierto.
A continuación se muestran una lista de pasos a seguir para el espaciador de acero suave de dibujo situada en la barra de imagen:
1. cortar acero 45mm (15mm en el mandril del torno)
2. cara apagado (velocidad ajustada alto uso de herramienta de corte en ángulo de 90 grados)
3. Gire a la longitud (para limpiar)
4. M5 taladro de centro para hacer una entrada para el agujero (uso refrigerante)
5. taladro 4,2 mm hasta 40mm (para la rosca de 5mm en el otro extremo)
6. taladro 4,7 mm a mitad de camino a través del material (20mm)
7. Limpie con taladro (tomar la velocidad hacia abajo, aplicando pasta de corte)
8. Verifique la longitud otra vez con los calibradores a vernier, las caras si es necesario.
9. dejar el material en el torno y mi mano del hilo de rosca (M5 con pasta de corte)
10. Repita para el segundo espaciador.
 - mejoras a lo Huxley")









 - Cómo navegar de hielo de cometa")


