Paso 17: Paso 11 - ejecutar pruebas de calibración



A lo largo de las siguientes secciones habrá referencia a comandos, llamado G-codes, que son las instrucciones de que la impresora sigue. Comandos de todo manuales, así como archivos para imprimir, consisten en códigos G. Manual comandos se introducen mediante el cuadro de entrada de texto y el botón Enviar en la parte inferior derecha de la pantalla de Pronterface. Manual comandos pueden enviarse también haciendo clic en los botones dentro de Pronterface. Algunos códigos de G causan la impresora realizar una acción, otros reportan en el área de texto situado encima del cuadro de estado de la impresora.
Si usted necesita ver un código de G (la mayoría de los que, equivocadamente, empieza con M no G), hay una lista completa en el wiki de RepRap G-code. Ellos deben introducirse en mayúsculas. Tenga en cuenta que no todos los códigos G son compatibles con todas las variedades de RepRap firmware, incluyendo Marlin que se está ejecutando en el tablero de curiosidad rampas por defecto.
Algunos de los más de uso general G-Codes (no probarlas aún):
- G28 Inicio todos los ejes
- M106 S255 Fan en
- M106 S0 ventilador
- G1 X 0 Y0 Z10 mover la cabeza a la esquina izquierda delantera y 10mm por encima de la printbed
- G1 E50 F100 saca 50mm del filamento en velocidad 100mm/s
- M302 Reemplazar "Extrusora Safe"
Conecte la fuente de alimentación a la impresora y Compruebe la dirección del motor
Antes de continuar, tenemos que probar la dirección de los tres motores. Si se están ejecutando en la dirección equivocada, tenemos que girar la clavija correspondiente en las rampas por 180 grados.
Asegúrese de que el printbed está instalado de tal manera que no obstruya el movimiento de la hotend! Encienda la impresora, a continuación, enviar el comando G28 o haga clic en el botón de inicio todos:
Todos los motores de tres ahora deben avanzar hacia su posición inicial y hacer algo de ruido. Esto es normal durante el procedimiento de regreso.
Compruebe la dirección del eje X
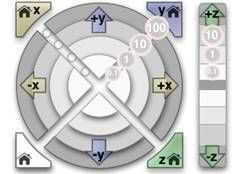
Ahora haga clic en el anillo exterior de + X. El motor de X (hotend) debe moverse a la derecha. Si se mueve a izquierda o si el motor ya está en la posición más a la derecha, apague la impresora, desconecte en Pronterface, desenchufe el cable del motor X de la tabla de rampas y conectarlo al revés para invertir la dirección de rotación del motor.
Compruebe la dirección del eje Y
Ahora haga clic en el anillo exterior de + Y. El motor de Y (printbed) debe moverse hacia el frente (la hotend por lo tanto se mueve a la parte posterior de la printbed). Si se mueve hacia atrás o si el motor ya está en la posición de primer plano, apague la impresora, desconecte en Pronterface, desenchufe el cable del motor Y de la Junta de rampas y conectarlo al revés para invertir la dirección de rotación del motor.
Compruebe la dirección del eje Z
Ahora haga clic en "10" de + Z. El motor del Z (hotend) se debe mover hasta 10mm. Si se mueve hacia abajo o si el motor ya está en la posición superior, apague la impresora, desconecte en Pronterface, desenchufe el cable del motor Z de la Junta de rampas y conectarlo al revés para invertir la dirección de rotación del motor.
Solución de problemas:
Si no sucede nada, Compruebe la conexión del suministro de energía a la Junta de rampas (conector verde), debe estar presente en el enchufe de 12V. Compruebe también la polarización.
Compruebe la distancia entre la boquilla de Hotend y Printbed
Ahora necesitamos ajustar la altura de la printbed. Mueva el eje Z a la posición más inferior y mover X esquina a la izquierda Y al frente. Ajuste la tuerca de la parte delantera izquierda de printbed de tal manera, que el printbed es 0,1 mm por debajo de la boquilla de la hotend (el grueso de un pedazo de papel común). Repita este paso con las otras 3 esquinas del semillero. A continuación, vuelva a verificar hasta que las cuatro esquinas se ajustan igualmente. Este es un paso muy importante y es importante que se realice correctamente. Si la brecha es menor que 0,1 mm, la extrusora no será capaz de hacer cualquier filamento a través de la hotend. Si la brecha es mayor que 0,1 mm, el filamento no poder ponerte el semillero.
Verifique la rotación del ventilador
Con el encendido, escriba comando S255 M106 y el ventilador de enfriamiento extremo caliente comienza a girar en sentido antihorario y tan soplando hacia el extremo caliente.
Solución de problemas:
Si el ventilador no está girando, cambiar la orientación de la clavija en el tablero de rampas si el ventilador sopla lejos del caliente-fin luego Destornillar el ventilador y revertirla
Prueba final caliente
Asegúrese de que el ventilador está en y sopla hacia la hotend cuando se calienta el Hotend!
Seleccione calor 185 (PLA), haga clic en establecer y verificar la caja de reloj. Confirmar la línea gráfica se eleva a 185C y se estabiliza.
Para lograr una buena adherencia del filamento PLA de la printbed, utilice el palillo del pegamento UHU y aplique una capa delgada de pegamento en la cinta de marcado antes de cada impresión. Vuelva a colocar la cinta de marcado según sea necesario.
Compruebe la extrusora
Sin embargo no carga filamento! Enviar M302 para prevención de extrusión en frío en Marlin. Establecer Pronterface a sacar 10mm del filamento y haga clic en "Extrude". El engranaje grande en la extrusora debe girar hacia la derecha visto desde la parte posterior. Haga clic en atrás y confirman gira en sentido antihorario.
Separar temporalmente del tubo PTFE a la extrusora presionando en la brida de plástico negro o azul mientras tira suavemente hacia fuera del tubo. Alternativamente, también se puede Desenroscar la tuerca de latón de la extrusora. Luego apriete la palanca roja para que la rueda de la tensión es desenganchada del engranaje del estirador y el extremo puntiagudo del filamento en el lado opuesto de la extrusión del tubo de PTFE. Una vez que emerge un poco lejos de la extrusora, vuelva a insertar el tubo PTFE en la tuerca de latón.
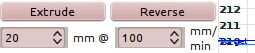
Compruebe que el extremo caliente todavía se encuentra a temperatura 185 (PLA). Una vez alcanza esta temperatura, use el botón Extrude para alimentar 100 mm del filamento en un momento en 100 mm/min hasta que quede al final efectora del tubo Bowden. Debe necesitar unos 3 va.
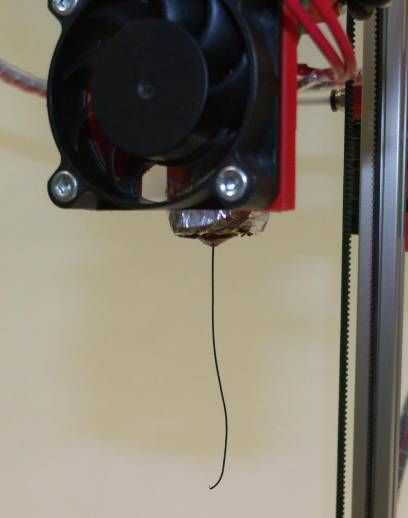
Luego alimentación 20 mm en un momento en 100 mm/min hasta que el filamento fundido comienza a surgir desde la punta del extremo caliente.
Se ha completado con éxito el proceso de calibración.








")
")



