Paso 2: Fabricación de las piezas






Fabricación de las placas laterales
Cualquier superficie se utiliza como un molde, debe ser limpiado y preferentemente sellados mediante un agente de sellado o similares. Si se quieren debossed características en las placas laterales, debe sujetarse al molde en este punto. Vinilo funciona muy bien porque tiene una superficie adhesiva ya y no adherirse fácilmente a la resina. El texto se debe cortar espejo para que salga de la manera correcta (de izquierda a derecha) en el producto final. Cinta de sellado debe establecerse (para procesos de bolsa de vacío) antes de encerar el molde. Además, todas las capas necesarias deben cortarse antes de encerar el molde, sobre todo el refuerzo. Agentes de liberación de molde pueden ser sustituidos con la cera de carnauba o alguna cera para automóviles. Una plantilla de papel que la rueda es útil para realizar un seguimiento de cuánta área es necesario.
Los pasos para la infusión de resina asistida (VARI) al vacío y laminado pre-impregnado se describen a continuación.
1. Limpie la superficie del molde con acetona o MEK.
2. sello material usando a agente de sellado (opcional).
3. colocar cinta selladora dejando un amplio margen.
4. Corte la tela de refuerzo, pelar capas, medio flujo y bolsa de la aspiradora.
5. la superficie del molde de la cera bien dos veces y pulir después de cada aplicación.
6. Coloque cinta abajo abrigo espiral estirados alrededor del perímetro y tela de refuerzo para asegurar la presión uniformemente distribuida.
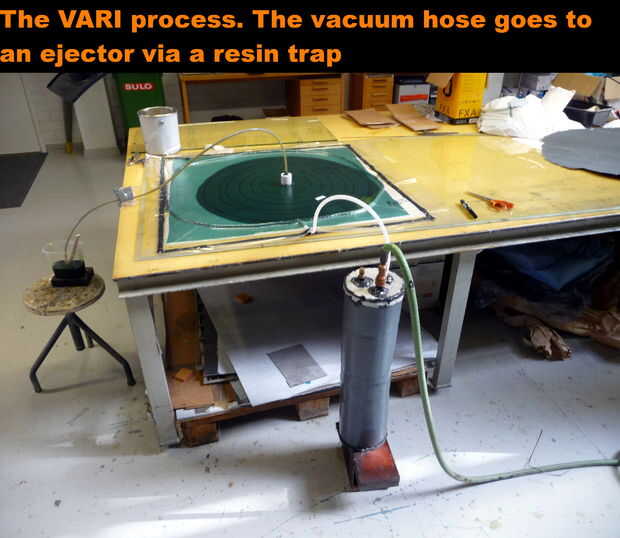
7. establecer pelable, medio flujo y pase a través de la manguera de aspiración.
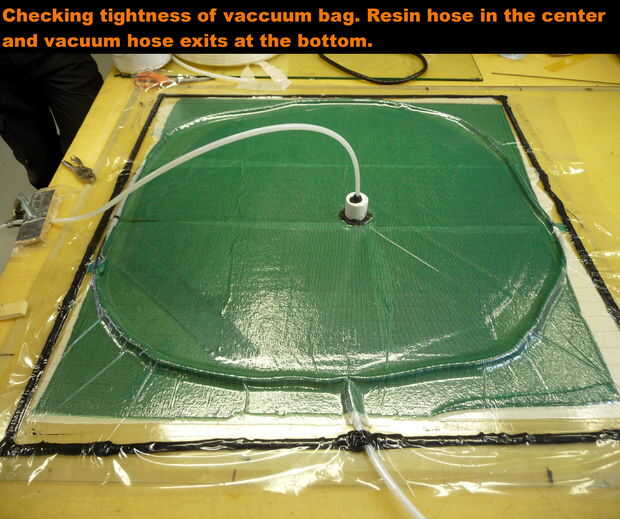
8. Selle la bolsa y conecte la alimentación a través de la manguera de la resina en el medio.
9. tire un vacío y revise si hay fugas. Asegúrese de que no hay succión en el tubo de resina.
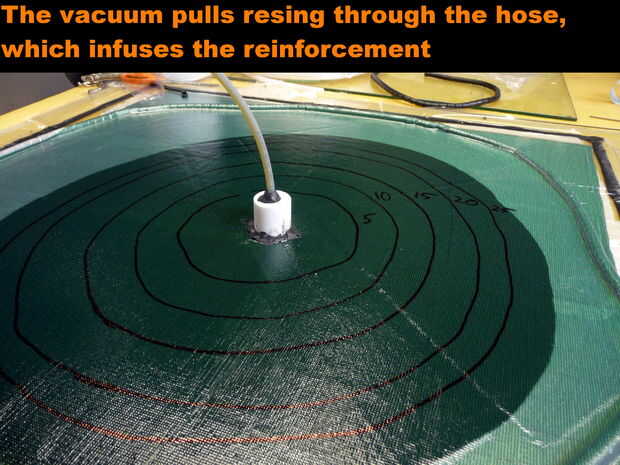
10. mezclar los componentes de la resina y sumerja la manguera en la resina. Asegúrese de que no hay aire es introducido en la bolsa junto con la resina. Flujo de resina debe controlarse mediante la regulación de la presión en la manguera o la manguera de la resina de fijación. Con una velocidad más lenta se asegurará de que las capas están uniformemente húmedas. Un sistema de resina fina facilitará el proceso más rápido y humedecer. La laminación que se muestra aquí tomó unos 45 minutos porque el sistema de resina de nanotubos dopado carbono tenía una alta viscosidad.
11. Sujete la manguera de resina cuando el área requerida de refuerzo está mojado hacia fuera y mantener la bolsa al vacío hasta que haya curado la resina.
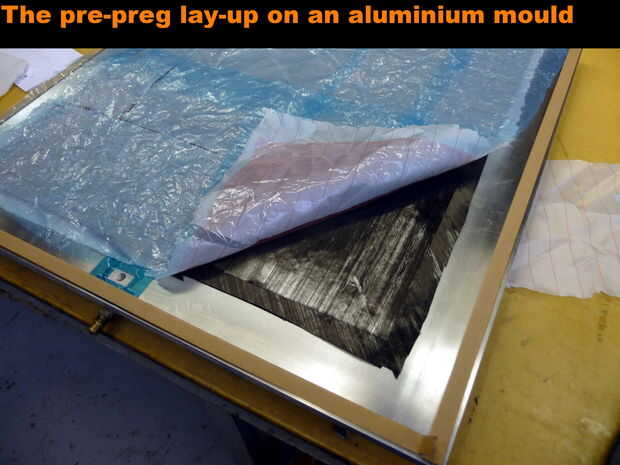
Hay varias maneras de configurar una laminación de pre-preg. Los pasos requeridos son similares como en el proceso VARI, excepto no resina adicional es necesario. Además, los materiales utilizados deben soportar la temperatura flujo y cura de la pre-preg. El laminado es el siguiente: molde de superficie, agente de liberación de molde, capas pre-impregnado, peel ply (opcional), versión película, respiro y bolsa de la aspiradora. El conjunto se coloca en un horno de aire circulante o autoclave. Rampas de calentamiento y el mantenimiento veces se programan usando la unidad de control del horno o simplemente ajustan manualmente. Una vez que la resina totalmente ha alcanzado su temperatura de flujo, se puede tirar completo vacío para la consolidación de las capas. Después de que el laminado ha sido debulked, se eleva la temperatura a la temperatura de curado. El laminado se puede enfriar con el horno o una velocidad de enfriamiento de aproximadamente uno Kelvin por minuto se puede programar para evitar tensiones residuales. Un laminado simétrico cuidadosamente establecido debe salir bastante plano.
Un laminado húmedo regular debería funcionar bien, también. Por una fracción de volumen de fibra mejor puede añadirse presión mecánica sobre el laminado. Cualquier pieza plana es bueno, por ejemplo un panel MDF es fino con algunos pesos distribuidos en la parte superior. En ese caso el laminado es como sigue: molde superficie, cera, refuerzo impregnadas con resina (un rodillo de mohair es perfecto para mojar), capa (opcional), la cáscara perforada versión película, respiro para absorber el exceso de resina, pintores plástico o similar para evitar pesos por encima de vinculación para el respiro, panel con pesos en él.
Si no desea laminar las placas laterales a sí mismo, puede pedirse desde ideas2cycles.



")

")







