Paso 3: montaje





Preparación de las placas laterales
Las placas laterales están preparadas para la Asamblea haciendo un agujero en el centro para el centro ir a través. Un diamante con punta de sierra utilizada para cortar azulejos hace el trabajo barato. Tamaños disponibles deben comprobarse antes del mecanizado del eje. Un diámetro de 40 mm o de 1 5/8 pulgadas (41 mm) de la herramienta debe ser fácil de encontrar. Algunos lubricantes tales como agua o etanol (que se evapora más rápido) se pueden usar cuando el agujero de la abrasión. También taladrar agujeros para el patrón, si se utiliza un eje de tres piezas. Ejercicios de corte de metal normal deben ser suficiente, pero algunos laminados de pre-preg pueden ser tan duros que otra cosa, como una herramienta de fresa de carburo cónica, tiene que ser utilizado.
Las piezas de Unión
El cubo está atado a la llanta de una manera normal, excepto los radios no es necesario ser tensado mucho. Esto da la tolerancia concéntrica del eje con respecto a la llanta. Pueden utilizarse cualquier radios viejas y la longitud de los radios no importa si utiliza un patrón radial donde una cara del cubo tiene sólo lleva radios y los otros sólo radios que se arrastra. Una vez que la rueda es cierto, una de las placas laterales puede ser enlazada al borde y eje. Las superficies deben ser desengrasadas, rugosa y limpia otra vez justo antes de aplicar el adhesivo. Acetona/MEK + ScotchBrite + acetona/MEK se recomienda antes de pegar con un adhesivo estructural, como un epoxi de dos componentes que cura a temperatura ambiente. Cuando el adhesivo haya curado, la placa lateral se puede recortar usando un diamante con punta de rueda de corte o un tipo Dremel herramienta funcionará también. Los radios se pueden cortar en este punto y la rueda debe permanecer verdadera y la otra placa lateral puede ser enlazada al centro. Si laminados finos fueron hechos, entonces puede ser una buena opción para incluir algún material de la base de la construcción. La rueda de prototipo que se muestra aquí tiene cuatro tiras de espuma de PET que fueron unidas entre las placas laterales usando la resina de epoxy llenada con microesferas de vidrio.
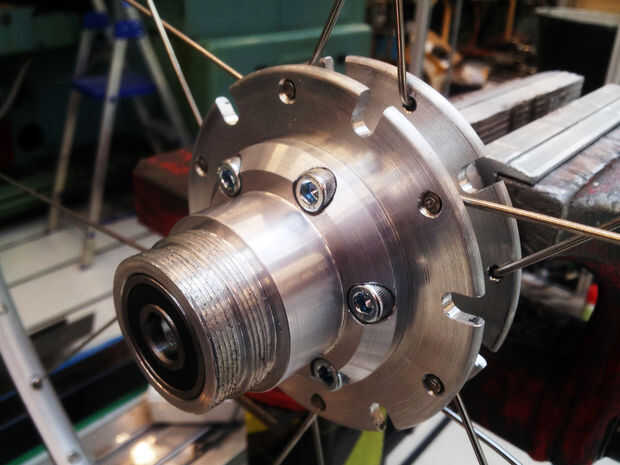
Montaje final
Una vez que la segunda placa lateral es ajustada para que coincida con el borde, el cubo puede ser totalmente montado. En el diseño que se muestra aquí, el conjunto final incluye presionar rodamientos rígidos de bolas en el cubo y la instalación de un eje de 10 mm con hilos de mm M10x1 junto con las tuercas y separadores para lograr el espacio deseado hub (120 mm en las bicis de pista). Una ranura de la válvula se puede cortar en este punto con la misma Sierra que se utilizó para hacer el agujero en las placas laterales. Dos agujeros de 40 mm espaciados y conecta por el corte con una cuchilla Dremel o sierra para metales dan mucho espacio para las cabezas de bomba más.
Toques finales
El acabado superficial recto hacia fuera del molde debe ser bastante bueno, pero una capa transparente se puede Agregar si lo desea. Un uretano pour-on da una agradable profundidad al carbón pero con una penalización de peso significativa. Barco barnices trabajo bien, demasiado. Calcomanías y vinilo son fáciles de aplicar debido a la llanura de las placas laterales.
Prueba de conducción
Lista de control antes de montar a caballo:
¿-Es la verdadera rueda?
-¿Son los bonos de adhesivo continuo?
¿-Grietas visibles?
¿-Hacen rodar suavemente los rodamientos?
¿-Apriete correctamente la corona?
Cualquier desequilibrio se notará rápidamente en un velódromo o en otra superficie lisa. Lamentablemente no hay mucho que se puede hacer luego si la rueda no es cierto. Grietas en el laminado pueden ser fijo bastante confiablemente laminando un parche en la parte superior.



")

")







