Paso 12: 3D Laser diodo foto grabado con sombreado


En la introducción hablamos de láser final comercial CO2 mayor máquinas de grabado son capaces de 3D graba usando 256 niveles diferentes de energía usando una imagen de mapa de profundidad. Esto nos hizo intercambio de ideas y pensamiento si podíamos grabar 3D utilizando nuestro método de control de diodo láser "On The Fly" en nuestro Shapeoko 2 también.
Hemos hecho D 2,5 & grabados 3D del huso en el pasado en nuestras otras máquinas CNC e incluso diodo láser grabado pedacito 8 tonos en grabados de alivio 3D del huso de madera. Hemos sido capaces de lograr esto mediante la sincronización y combinar los dos archivos Gcodes de cada proceso mediante nuestro programa recién estrenado había llamado PicLaser 3D. Esto nos permitió tener coordinación de diodo láser siga superficie contorneada de material moviendo el eje Z hacia arriba y hacia abajo, pero todavía tienen el eje de A controlar la intensidad varió del diodo láser para el sombreado. Un video de nuestro servo 4 ejes controlados diodo del huso/láser máquina de grabado del CNC utilizando este proceso muy singular puede ser visto aquí. Esta máquina CNC utiliza dos de los mismo 9mm Nichia 445nm láser diodos con una potencia de salida máxima de 4.5W.
Probamos algo nuevo hoy en día que nunca hemos visto nadie antes, una 3D foto de variada intensidad diodo láser grabado con sombra. Una descripción que define entre 2.5D y 3D mecanizado y grabado puede encontrarse aquí.
Nuestro 9mm Nichia 445nm que láser diodo no tiene potencia suficiente para cortar la madera sin tener que ir muy lento. En el paso 9 y 11 hemos utilizado "Alimentación de tasa de cambio" que ampliará la gama de la cortina para mejorar nuestros grabados de foto de 8 bits y en este paso vamos a ampliar mucho más. Las áreas sombreadas más ligeras se alimentan más rápido y nos dan zonas de sombra todavía, pero cambiando el porcentaje de velocidad de avance baja aún más, somos capaces de ampliar la gama de la cortina más oscura hasta el punto donde el diodo láser se cortar la madera del álamo en su lugar.
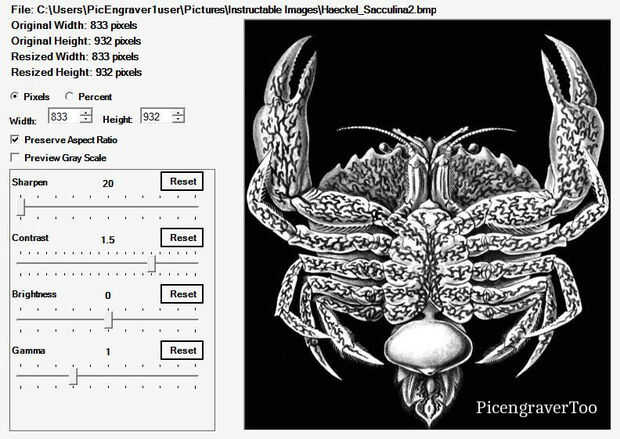
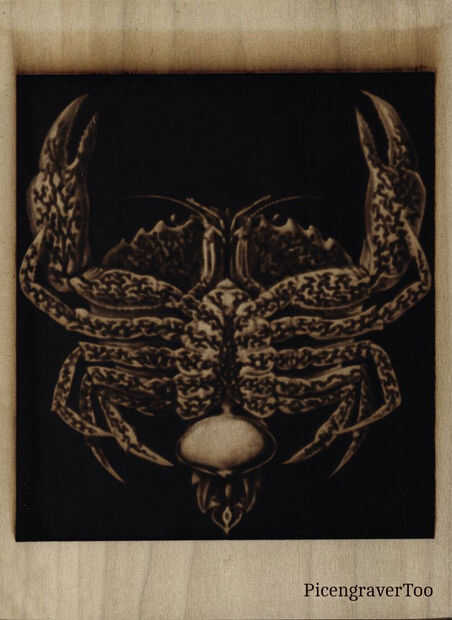
No utilizamos una imagen de mapa de profundidad en esta prueba, pero hemos encontrado algo bastante cercanos en Wikimedia Commons que trabajó para este experimento porque queríamos sombra también. Hicimos algunos de edición a la imagen primero con PicEdit Lite y luego utilizar Photo-Paint luego antes de generar la Gcode.

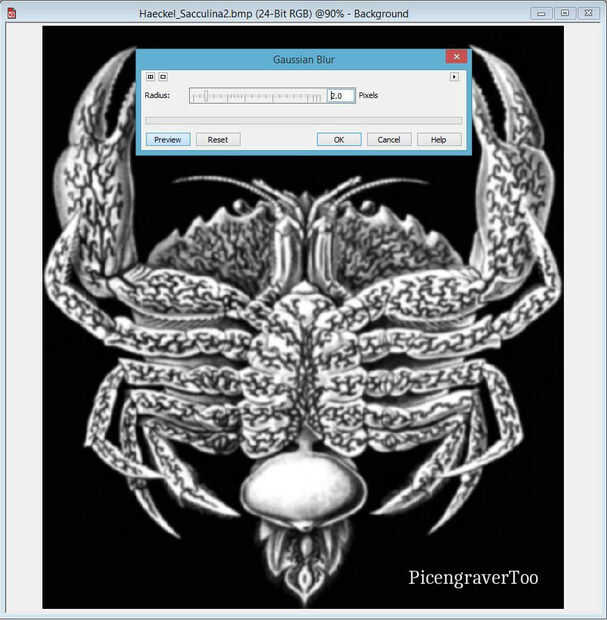
Utilizamos Desenfoque gaussiano en Photo-Paint para suavizar los bordes más agudos ligeramente desde el afilado previo que hicimos sobre la imagen original. Sé que esto suena confuso para enfocar y Desenfocar luego, pero la original afilado en PicEdit Lite sacó con más detalle a la imagen original que tenía muy poco para comenzar con. El desenfoque gaussiano que hicimos luego alisa este detalle y filos que la alimentación variada de la rampa de láser diodo dentro y fuera de las zonas de transición de sombra más suave.
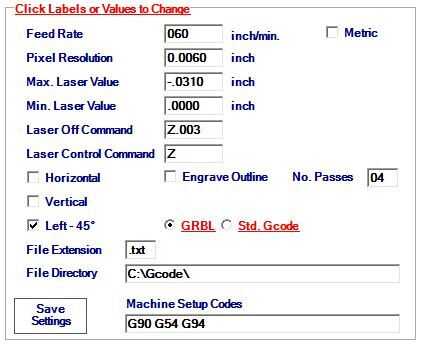
Paso 9 se utilizó PicLaser Lite con una tasa de alimentación de 60IPM (1524mm/m), profundidad mínima de Z.000 y una profundidad máxima de Z-.0255 (.65mm) con un 30% "Cambio de tarifas de alimentación". En este ensayo queremos potencia máxima absoluta que fuera nuestro Laser diodo, por lo que se utilizó una profundidad máxima de Z-.031 (.787mm) en cambio esta vez.
Un muy buen disipador de calor para el láser diodo es necesario para este proceso funcionando a plena potencia durante largos períodos de tiempo, podría recalentarse el diodo láser y dañar al punto de se producirá un error. Nuestra. 500"(12.7 mm) placa de aluminio y disipador de calor de CPU con combinación de ventilador disipa eficazmente el calor lejos del módulo del diodo láser. Comprobamos esto con un medidor de temperatura infrarrojo como fue grabado y nunca superó los 80 grados Fahrenheit (26,66 Celsius).
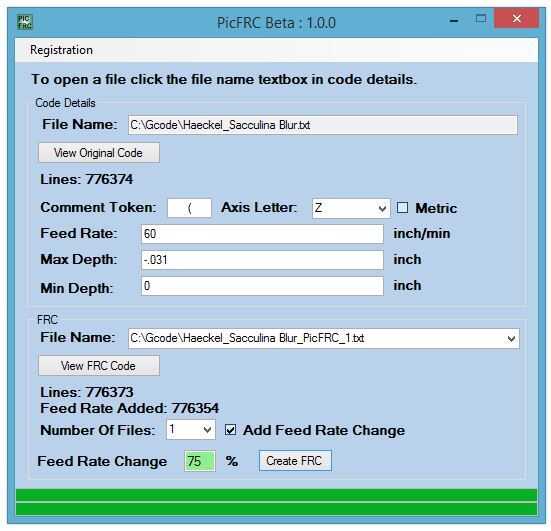
El cero punto del eje Z de una energía más baja fue en 500mv del voltímetro. Que fue Z-.004 (Z-.101mm) trotando abajo de 0v en el voltímetro. Estos ajustes nos trajeron para arriba más cercano al borde de los 5v a la modulación antes de que el codificador de eje MA3 salta a 0v otra vez que interno nos da la potencia máxima de salida en nuestro completo ajuste de la profundidad de Z-.031 (Z-.787mm). Para expandir las sombras a las profundidades de los negros se convierten en punto de corte en lugar sombreado de 8 bits, utilizamos una reducción del 75% de la tasa de alimentación en PicFRC.
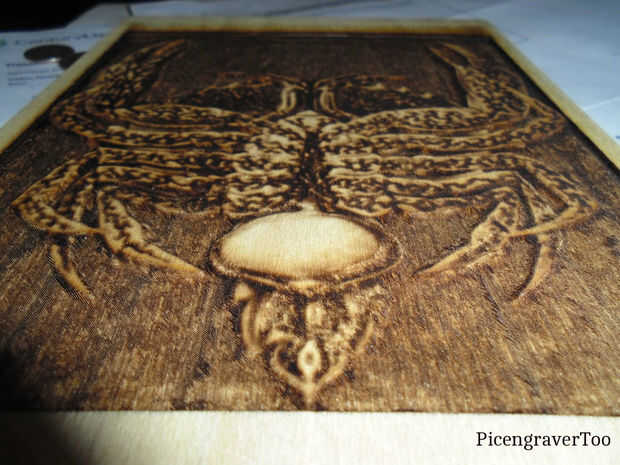
El grabado final salió con negro la carbonización de la madera donde estaban las áreas negras en la imagen. Para quitar la carbonización que utilizamos nuestro compresor de aire con 150 PSI para soplar el material quemado suelto. Después quitamos la madera socarrada, la profundidad de corte es. 05"(1,27 mm) de profundidad. La carbonización fue causada por nosotros no usando una boquilla de asistencia de aire como el CO2 comercial uso de máquinas de grabado. Una boquilla de aire ayuda a soplar el material quemado como el Laser de viga es un corte en la madera.
Nuestro 3D grabado en Laser diodo no salió perfecto, pero con alguna edición de imágenes más, afinando de nuestra configuración de software y dedicado prueba un momento de error, creemos firmemente que mejorará considerablemente.






, App MangoCube y Arduino UNO")


 firmware de com Grbl, LCD 16 x 2, teclado 3 x 4, tarjeta SD e 3 Arduino UNO")



