Paso 3: Cambio de correas y poleas en el X y el eje Y

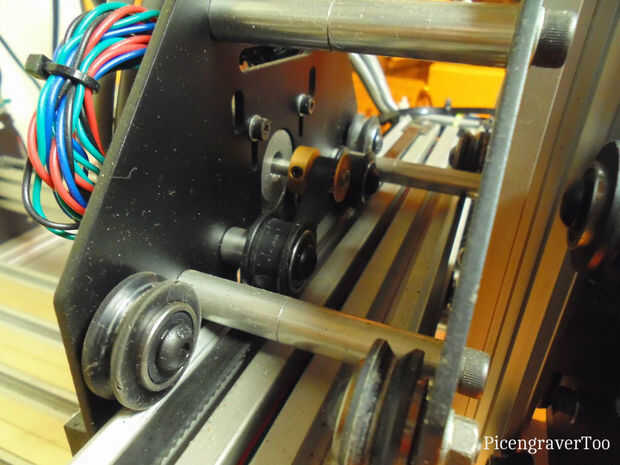
La resolución del movimiento de ejes X & Y y estiramiento de las correas dentadas en la bolsa que shapeoko dio algunos problemas de calidad de reproducción de imagen, así que hicimos algunos cambios.
Puesto que la polea del stock de los motores paso a paso son 20 dientes, queríamos cambiar a la cuenta de diente lo menos posible, así podríamos aumentar los pasos en la configuración de grbl más finos movimientos incrementales. Encontramos una polea MXL de 15 dientes en McMaster Carr así podríamos aumentar los pasos y ser capaces de viajar una distancia exacta en el eje X e Y. También vende McMaster Carr. 250"(6.35) amplia MXL Kevlar reforzado correas para minimizar el estiramiento. Estas correas pueden encontrarse en la página 1076 en catálogo en línea allí. Tres poleas y tres cinturones deben de cambiarse en el Shapeoko 2.
McMaster Carr parte número 1375K 34 15T sincronización polea de la correa tiene un. 1875"(4,76 mm) diámetro, así que tuvimos que utilizar un exprimidor de 5 mm para abrir el agujero para caber los ejes motor de pasos nema 17.
Puesto que la relación de polea y correas fueron cambiadas en el eje X e Y, se utilizó un indicador de cuadrante para configurar lo pasos/mm para los ejes. Tensión de la correa desempeña un papel grande en esta configuración, así que esto era la mejor forma en lugar de calcular lo que debe ser. El recorrido fue probado en 1.00"(25.4 mm) el movimiento hacia adelante y hacia atrás y salió a 52.850 paso/mm para eje de las X e Y con el puente de 8 X en el escudo de grbl. Esto ha sido confirmado por el tamaño acabado grabado emparejar la configuración PicLaser Lite que utilizamos.






, App MangoCube y Arduino UNO")


 firmware de com Grbl, LCD 16 x 2, teclado 3 x 4, tarjeta SD e 3 Arduino UNO")



