Paso 9: vuelco

Ahora puede bajar la pieza.
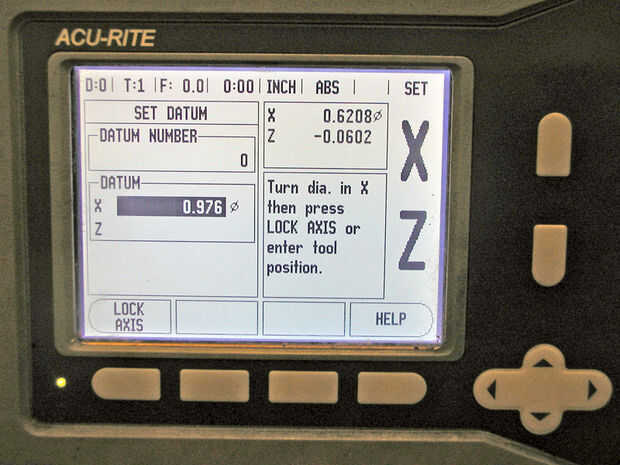
Pero en primer lugar, que el DRO. Asumir que le has tomado el primer corte al centro de la población restante en el torno. Y tal vez un nivel acabado para tener una buena superficie para trabajar de. Sin mover la Cruz-alimentación, cero el eje X en el DRO.
El DRO ahora nos diga cuánto nos movemos a la herramienta. Pero no nos dicen las dimensiones reales. Para eso, necesitamos aplicar pinzas a la pieza.
Una vez más, la precisión de incluso un buen par de calibradores del dial se considera generalmente en no más de dos milésimas de pulgada. Algunos pueden mostrar hasta una diez milésima parte (como nuestro DRO), pero realmente no pueden medir eso con cualquier confiabilidad. Así que tomar varias medidas, limpie las hojas con frecuencia y tratar de conseguir un buen promedio.
Ahora, usted puede hacer el resto del proyecto malabarismo de números en su cabeza; el diámetro real de la pieza menos cualquier herramienta poco movimiento registrado en el DRO. O... puede volver al botón zero y entrar el diámetro real de la pieza en la pantalla. (O el radio, si prefiere trabajar en la radio).
Algunas personas les gusta hacerlo de otra manera; entran en la diferencia entre el tamaño actual y el tamaño deseado, por lo que el número en el DRO será cero en el momento de que completar el paso de acabado. Hasta ahora esto no es para mí, pero significa que tengo que hacer malabares con diferentes
conjunto de números en mi cabeza; la diferencia entre lo que fue mi último corte, y lo que debería ser mi siguiente corte.
Con aluminio, usted puede cerdo a cien te en un paso (Recuerde, usted está midiendo en diámetro pero corte en radio, así que tomando el diámetro por.02 pulgadas está haciendo un corte que es de.01 pulgadas de profundidad. Este es un caso raro en que es bueno para "echar para arriba en él"; los primeros cortes de cerdo, luego tomar cortes más pequeños que están convergiendo en la medición final, luego uno o dos acabado pasa por ese último puñado de thous. El corte de acabado puede ser en cualquier lugar de 5 a 20 thous, dependiendo de un acabado fino como usted quiera y cuánta confianza tienes en sus mediciones.
Porque resbalón cosas, desgaste de herramientas y calibradores no son perfectos, quiere dejar al menos una vez (y mucho que desea detener antes de la pasada de acabado) para aplicar las pinzas otra vez. Yo llamo a esto un chequeo de cordura, y lo hago para todas las operaciones de torno crítica.
De la Granada, la mayor parte de mis pasadas fueron en las milésimas de la gama 40-120. Esto puede o no ser derecho, pero se sentía bien, tenía fichas bien formados y el acabado era decente.
Para obtener una superficie limpia, estas cosas son la clave;
1) una herramienta afilada y limpia. Si es necesario, volver a la rutina y la lapidación se recomienda para los mejores pases.
2) mayor velocidad. Velocidades de uso cerca del extremo superior de las opciones generalmente mejorará el acabado.
3) suficiente lubricación.
4) los feeds lentos y controlados. Usted sabrá cuando tenga una buena velocidad de avance cuando las fichas estén bien formadas. Sabe usted que no mover a una velocidad constante cuando ves a las bandas. Este último es más difícil; Use ambas manos sobre la rueda y práctica mucho.
Por último, sin embargo. ¿Qué es realmente suave y controlada? Un engranaje.

")
")









