Paso 6: Se enfrentan, parte III
Como regla general, ir hasta 2 x más rápido con herramientas de carburo y mitad de la velocidad cuando de despedida.
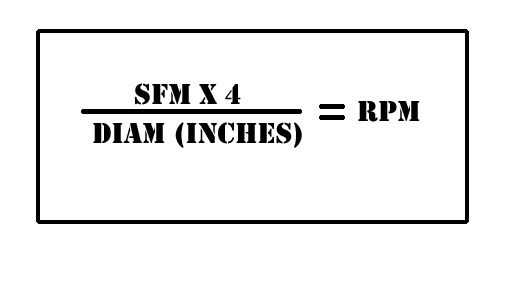
El torno en ofrece 910 RPM como uno de los cambios, que está bien para mí. Aluminio es indulgente sobre que girar un poco lento (las velocidades de alimentación son más críticas con él).
El procedimiento habitual es "tocar" o "kiss" la pieza. Generalmente no hago. En su lugar tomar mis primeros cortes en alguna parte entre el desbaste y acabado profundidad--20 a 40 milésimas de una pulgada y el uso que como mi cero de referencia.
Una vez que el torno gira, empieza el final de la obra, trae la broca del diámetro utilizando la rueda de alimentación cruzada interior, cuidadosamente es después contra el extremo de la pieza con el carro de la rueda de la alimentación. Ayuda a usar las dos manos en la rueda del carro para esto. Cuando usted ha hecho una buena "mordida"--lo suficiente para formar virutas bien definidas--el carro usando la palanca de bloqueo luego cambiar a la rueda de cross-feed.
Gire suavemente a un ritmo constante hasta que hayas llegado a centro y chips han dejado de formar. Si usted está moviendo a la velocidad derecha debe recibir las fichas bien formadas. Demasiado rápido, y usted conseguirá pequeñas virutas rotas.
Apague el torno y globo ocular el corte. Si la cara parece bastante suave, ahora es su cero establecido. Si hay un nub ligera izquierda, son demasiado alta o demasiado baja y ahora es un buen momento para ajustar eso, demasiado. Si el corte es áspero, compruebe su RPM, su velocidad de avance, Echale un poco de nitidez, lubricar. Para un buen corte acabado nada mejor que usar auto-feed--pero otra vez, vamos a llegar a eso!

")
")









