Paso 7: eje x



Se necesita:
Herramientas:
- Llaves hexagonales
- Llaves de
- Alicates (plano)
Partes:
- Tornillos TETRIX
- Kep Nuts
- Canal 416mm C
- C-canales de 96mm (2)
- 96mm C-canal con orificio de corte fuera del centro
- Bujes de eje (5)
- Collar de eje
- Bujes de bronce (6)
- Espaciadores de Nylon fino (10)
- Espaciador de nilón grueso
- Arandelas
- Pilas de la placa plana (2)
- GT2 La correa dentada
- Polea 20 dientes de GT2
- Motor NEMA 17 pasos, 57 oz
- Zipties pequeño (2)
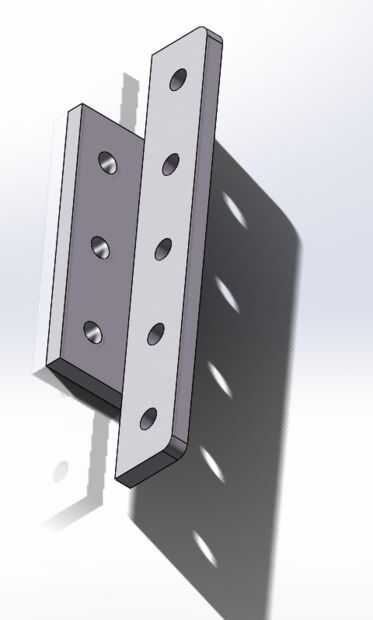
- 4-agujero ángulo Bar con centro perforado/aprovechado hueco (Figura 11)
- Barra de ángulo de corte de muesca (Figura 1)
- Convertidores punto duro de LEGO (2)
- 18" varillas de acero liso
Cabeza del estirador:
- Bloque de calefacción de aluminio
- Placa de aluminio de extrusión
- PTFE Barrel (barril de plástico negro)
- Guarnición recta neumática bronce
- Tubería del Teflon
- Boquilla de 0,4 mm
Acero inoxidable PTFE alineado barril
Asamblea:
Carro de elevación vertical
- Tomar un 416mm canal C y enfrentar su lado abierto alejado de usted.
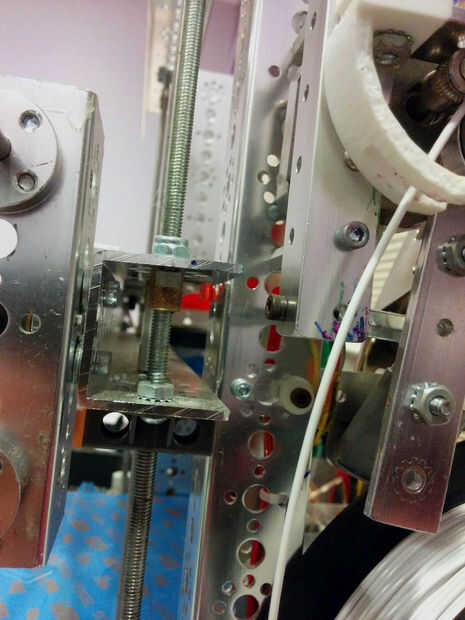
- En medio del canal C, asegurar un poste separador corto y un espaciador de nylon fino. (Figura 2)
- Coloque pilas de la placa plana en el hoyo 6 desde la izquierda y el 4 º orificio desde el extremo derecho. Utilice Vibra-tite para asegurar los tornillos. (Figura 3)
- Garantizar convertidores punto duro hasta el fondo del canal C en el orificio 3 º desde la izquierda y en el hoyo final en el extremo derecho. (Figura 4)
- Fije un uncut 96mm canal C a cualquiera de los extremos de lo 416mm, canal C, pilas de 2 arandelas entre. Los lados abiertos deben apuntar tanto a la izquierda.
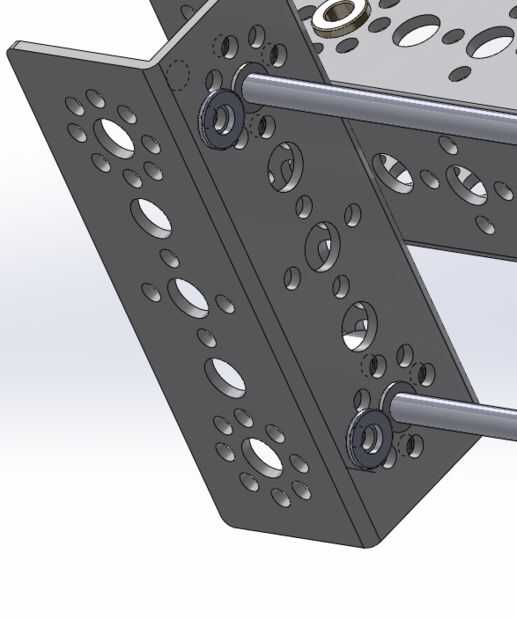
Colocar bujes de eje a la derecha 96mm C-Channel. Asegúrese de que los tornillos son accesibles. (Figura 5)
Colocar bujes de eje en el interior de la izquierda 96mm C-channel. Asegúrese de que los tornillos son accesibles. (Figura 6)
Fije el ángulo de corte de muesca barra usando cubos de eje en el interior del canal izquierdo de canal C, separado del canal por el grueso de la lavadora. (Figuras 6-8)
Coloque un eje del dentro de la 96mm C-canal en el lado derecho de la impresora. (Figura 9)
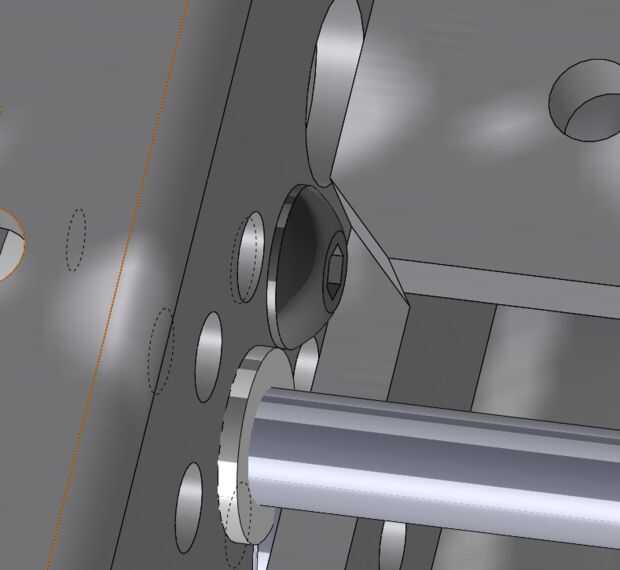
En el eje del paso 6, use arandelas de 1-2, un espaciador de nylon grandes, un buje de bronce, un collar de eje y la 3" barra de taladro que corte para replicar figura 9.
Fortalecer el canal C izquierdo con 2 juegos de postes separadores y separadores de nylon. (Figura 10)
Carro de extrusora
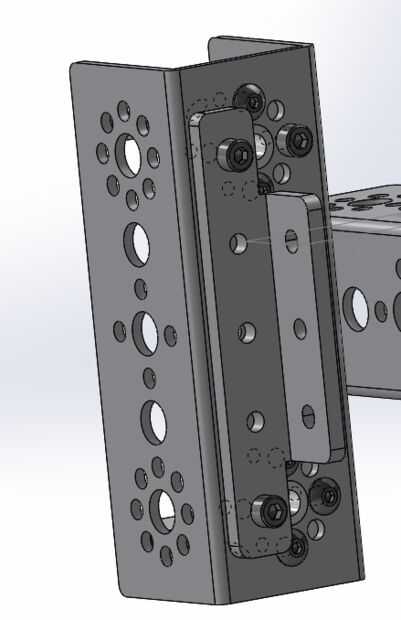
- Asegure la pilas de la placa plana en el 96mm canal C que corta con una Dremel. Nota: el extremo con más material cortado ahora se referirán como la parte superior del carro. (Figura 11)
- Coloque un eje en la parte frontal de la 96mm C-canal usando los orificios superior e inferior, con las cabezas de los tornillos en el interior del canal. (Figura 12)
- Acople la barra de ángulo de 4 agujeros con un agujero roscado eje como se muestra en la figura 12.
- Fije sin apretar la placa de extrusión de aluminio utilizando un tornillo de ¾", 3 arandelas, un espaciador de nylon y una tuerca de kep en cada extremo de la placa, como se muestra en la figura 12.
- Cuña el barril plástico negro entre el angular y la placa extrusora deslizándola en la ranura en la placa extrusora. (Figura 12)
- Apriete los dos tornillos de ¾" en la placa extrusora.
- Tornillo bronce neumático montaje recto hacia abajo en el agujero roscado de la barra de ángulo.
- Atornille el bloque de aluminio en el barril plástico, con los orificios frente a izquierda y derecha (vista frontal). NO APRIETE EN EXCESO. (Figura 12)
- Tornillo de la boquilla y el barril inoxidable de PTFE alineado sobre el barril de plástico. NO APRIETE EN EXCESO.
- Corte cerca de 2.5 a 3 pies de tubería del Teflon.
- Introduzca cuidadosamente un extremo del tubo en el conector del tubo de bronce. Deberá presionar en el anillo azul para insertar completamente el teflón. NO APLASTE EL TEFLÓN. (Figura 12)
Nota: Labs una RP más proporciona instrucciones para los pasos 5 a 11.
Juntándolo todo:
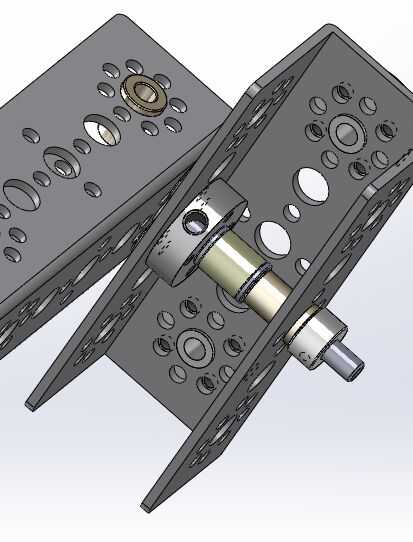
- Introduzca cuidadosamente el 18" barras lisas en los cubos de eje Unidos a la derecha 96mm C-Channel.
- El carro de la extrusión sobre las varillas a través de las pilas de la placa de la manga. (Figura 13)
- Continuar insertando las barras hasta llegar al canal izquierdo de C, luego fije los tornillos de fijación de eje eje.
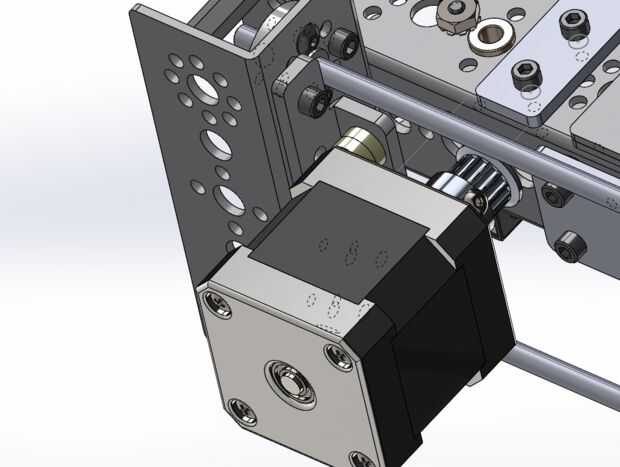
- Fijar una polea 20 dientes sincronización para un motor de pasos grandes (Figura 14)
- Conectar el motor paso a paso a la barra de ángulo a la izquierda del carro, utilizando tornillos largos M3 y 4 espaciadores de nylon fino. (Figura 14)
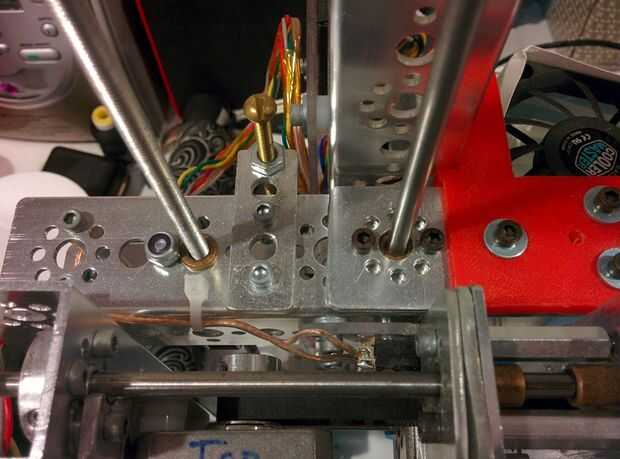
- Acople un extremo de la correa de distribución GT2 al lado derecho del carro estirador con un ziptie pequeño, como se muestra en la figura 15.
- Estirar la correa alrededor de la polea a la derecha, lazo sobre la polea 20 dientes en el motor paso a paso y seguro al lado izquierdo del carro de extrusora. Asegúrese de que la correa esté apretada. Usted puede utilizar pinzas, pero no aplastar los dientes de la correa! (Figuras 16-18)
- Corte el exceso de la correa, dejando 1 cm de cola.




")


")
!")




