Paso 3: Imprimir los tapones de



Esta es la más pequeña de las tres partes impresas. Mide 10 × 10 × 9,6 mm y, si imprime individualmente, tarda unos seis minutos para extruir. En PLA, cada uno pesa unos 370 mg y utiliza alrededor de 125 mm de filamento de 1,75 mm de diámetro. Yo mío impreso en negro.
Tendrá diecinueve de ellos, uno para cada uno de veinte vértices de un dodecaedro menos un vértice que será ocupada por el cable del altavoz. Que son empujados en su lugar después de que el gabinete es montado y está diseñado para sellar y proteger los vértices del dodecaedro y para compensar y disimular los errores de impresión pequeño que de lo contrario sería evidente donde cara tres módulos vienen juntos en una esquina.
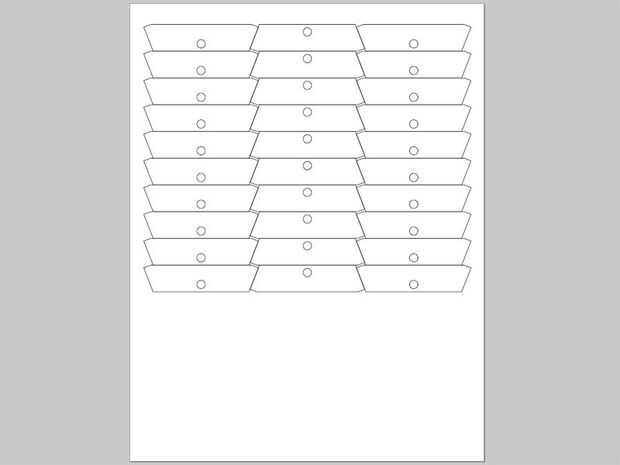
Te recomiendo imprimir todos los diecinueve años a la vez utilizando el modelo de "galletas". Si prefieres imprimirlos individualmente o necesita imprimir piezas de repuesto, un solo enchufe modelo también está disponible. (Nota: estos modelos también están disponibles en Thingiverse.)
Antes de imprimir, usted tendrá que "cortar" el. Modelo STL con Slic3r u otro programa de la CAM. Este paso convierte el modelo 3D en instrucciones específicas de mecánicas, en G-code, que la impresora pueda entender. La configuración que se utiliza para cortar los modelos variarán su equipo particular, pero en mi experiencia, los valores críticos en Slic3r son como sigue:
En la ficha "Impresora y filamentos", defina "Diámetro del inyector" a 0.35 (Compruebe su equipo para verificar); "Centro de impresión" a 65, 65; filamento "Diámetro" a 1,75; y "Temperatura" del filamento a 185.
En la ficha "Configuración de impresión", establece "Capa (mm) de altura" a 0.3.
Mi impresora no está equipado con interruptores de límite y tiene que manualmente se "aloja" antes de cada impresión. Si el tuyo es similar, también puede reemplazar el valor predeterminado "Iniciar GCODE" con "G92 X 0 Y0 Z0 E0". Esto le indica a la impresora que, al comienzo del trabajo, todos los motores estarán ya en sus posiciones de "Inicio". También, reemplazar el valor predeterminado "Final GCODE" con las líneas "G00 X 0 Y100", "M104 S0", "M140 S0" y "M84" dirá la impresora, cuando el trabajo es, mover la boquilla caliente del objeto impreso, apagar el estirador y calentadores de cama y desactivar todos los pasos los motores, respectivamente. Todos los cuales son útiles y convenientes.
Para su referencia, también adjunto el texto literal del archivo de configuración Slic3r permite imprimir todas las piezas en mi altavoz dodecaedro en la parte inferior de este paso. Si desea utilizar la configuración de mi exactamente, debería poder pegar esta información en un editor de texto, sino como una. INI archivo y cargarlo directamente en Slic3r utilizando el botón "Load config..." antes de cortar realmente los modelos. (Observe que esto puede no producir resultados satisfactorios a menos que la impresora es esencialmente idéntica a la mía).
Una vez que se corta el modelo, abra la interfaz de la impresora y cargar la salida del archivo .gcode por Slic3r. Ajustar la boquilla y cama calentadores a 185 y 60 C, respectivamente y darles unos 10 minutos para calentar. Luego cebe la boquilla de extrusión filamento hasta un buen grano incluso arroja a chorros hacia fuera. Arrancar de este desecho con las pinzas, Inicio la boquilla y haga clic en "Imprimir".
Impresión del grupo de todos los tapones de diecinueve tomó aproximadamente una hora y media en mi equipo. Aparecen fuera de la plataforma de construir fácilmente.
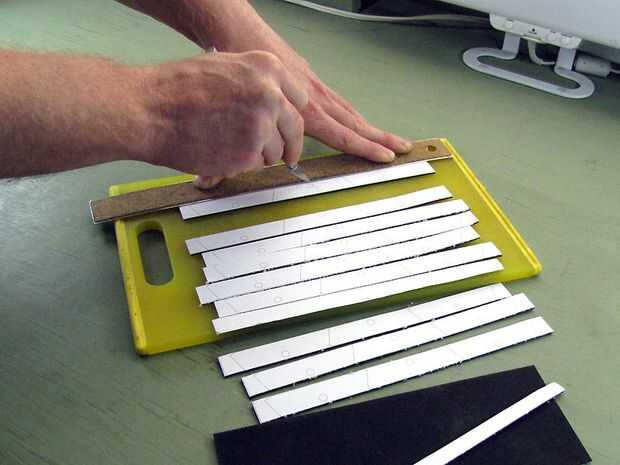
Limpiar cualquier hebra suelta plástico en los modelos impresos con un cuchillo de la manía. O, si te sientes valiente, puedes experimentar con el "llama pulido," que es más rápido pero requiere superar el horror instintivo de la celebración de una llama en su impreso de precisión las piezas plásticas. Para piezas pequeñas, como los enchufes, debe montar en un soporte (una barra de metal de 1/8" funciona muy bien). Entonces a jugar muy rápidamente la llama de una antorcha pequeña sobre la superficie y la quitan. Necesita, literalmente, una fracción de segundo. Este tratamiento cuidadosamente quema a flash ni genera dejando grandes características de la pieza sin daños. Y una vez que el cuelgue de ella, es mucho más divertido que raspar con un cuchillo.
===Pla.ini===
bottom_layer_speed_ratio = 0.3
bridge_flow_ratio = 1
bridge_speed = 30
duplicate_distance = 6
duplicate_x = 1
duplicate_y = 1
end_gcode = M84; desactivar motors\nG00 X0 Y100; Inicio de ejes X e Y, dejo Z alone\nM104 S0; Conjunto cama y extrusora temp 0 (Apagar?) S0 \nM140;
extrusion_axis = E
extrusion_multiplier = 1
extrusion_width_ratio = 0
filament_diameter = 1.75
fill_angle = 45
fill_density = 0,4
fill_pattern = rectilíneo
first_layer_height_ratio = 1
G0 = 0
gcode_arcs = 0
gcode_comments = 0
infill_every_layers = 1
infill_speed = 60
layer_height = 0.3
nozzle_diameter = 0.35
perimeter_speed = 30
perímetro = 3
print_center = 65,65
retract_before_travel = 2
retract_length = 1
retract_lift = 0
retract_restart_extra = 0
retract_speed = 30
rotación = 90
escala = 1
skirt_distance = 3
skirt_height = 1
faldas = 2
small_perimeter_speed = 10
solid_fill_pattern = rectilíneo
solid_infill_speed = 40
solid_layers = 3
start_gcode = G92 X 0 Y0 Z0 E0
temperatura = 185
travel_speed = 130
use_relative_e_distances = 0
Z_OFFSET = 0






")


!")

