Paso 3: El bloque de la canalización vertical de la máquina



Antes de cortar metal, "dry fit" del bloque en la diapositiva cruzada de su torno. Asegúrese de que el bloque no interfiera con cualquier cosa en la diapositiva cruzada (puertos de aceite, etc.). Ajustar las ubicaciones de los orificios para cualquier interferencia encontrado.
Mecanizado, romper los bordes, agujeros de chaflán, etc. según sea necesario.
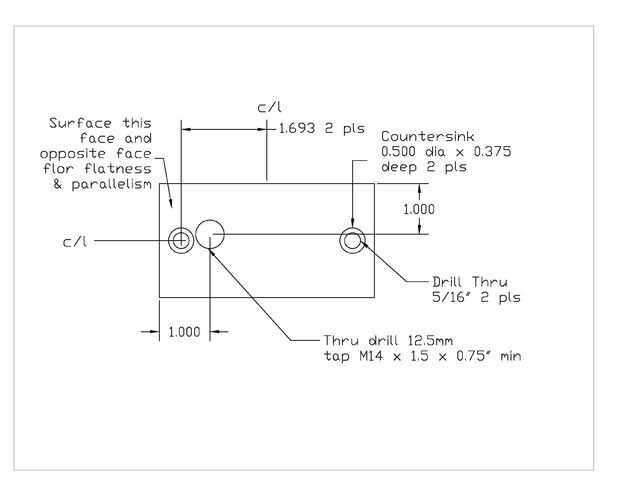
La parte superior e inferior (2 "x 4") caras deben mecanizarse para la llanura y el paralelismo. Retire solamente bastante acción para lograr un acabado plano en cada una de las dos caras.
Piloto de perforaciones todos proporcionar tolerancias en los agujeros finales.
Aviso que se hace referencia a las dimensiones posicionales de los orificios para el M8 x 1,25 SHC de la línea central del bloque. Esta decisión fue tomada para producir una apariencia simétrica.
Las dimensiones posicionales para la M14 x 1,5 agujero roscado es tomado de los bordes del bloque. Esto se hace para colocar el QCTP correctamente en relación con los bordes del bloque.
El diámetro de la cabeza en la M8 x 1,25 SHC es realmente 0,515". Porque no tengo un molino de extremo o avellanado que produciría un avellanado de tamaño razonable, decidí utilizar un molino de extremo de 0,500" para el avellanado y extraer una pequeña cantidad de material del diámetro de la cabeza. Esto ahorrar tener que comprar un molino de extremo o avellanado para este trabajo.
 de cambio rápido para torno de Metal")



")








