Paso 4: Preparando el molde para la formación del vacío









El plano posterior de la arena:
Deje el epoxy de fundición en el molde de goma mientras está lijando, para protegerlo. Si quita del molde antes de lijar, colóquela sobre un trozo de espuma para no conseguir rasguñado. Lijar la parte posterior del molde de epoxy con una lijadora orbital hasta que quede plano.
- Lijadora orbital (grano 60)
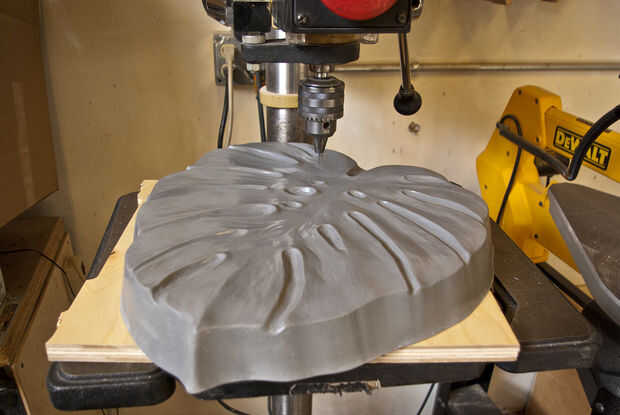
Perforaciones:
Los agujeros son necesarios durante el casting para la formación de vacío, pero sobre todo en los puntos más bajos y más detallados. Los agujeros deben ser muy pequeños (#60), o aparecerán como puntos en el molde terminado. Idealmente deben taladrarse agujeros por lo menos cada 3", pero depende del nivel de detalle en el casting. Un ejemplo de un molde que necesita muchos más agujeros, mira la Alhambra escalonamiento de piedra del molde.
Utilice una broca #60 en una prensa del taladro. (El pequeño tamaño de la broca requiere el uso de una prensa del taladro). El epóxido tiene una tendencia a calentar durante la perforación, que puede cerrar el agujero. Dos o más veces para limpiar el agujero del taladro. (Nota: Si no utiliza el golpe de gracia de espuma de 1" necesita un #60 aviones extensión poco para penetrar 2" de epoxy).
- #60 brocas
- Taladro de columna
Acabado:
Llenar los agujeros más grandes que 1/16" con Bondo para no leen a través de los de plástico. Áreas de la ásperas arena hasta que quede suave, hasta grano 400. Uso de granos más finos es innecesaria porque el plástico impide recoger detalles más allá de grano 400.
- 220, 320, papel de lija 400
- Bloque de lijado
- Relleno de Bondo
Quitar espuma Knockout:
Retire el destapadero de espuma con una pequeña palanca. Si se cubrieron el fondo y los lados de la eliminatoria con claro cinta del embalaje debe venir hacia fuera fácilmente, raspa hacia fuera cualquier bits restantes de la espuma.








")


")

