Paso 6: el resto de las fotos






¿Si usted? no ¿tiene ningún taladro o eléctrico? Ver mano herramienta para moler de mano, funciona pero tiene todo el día y práctica.
Mantenga el trabajo principal en piso zona que los encargados de la válvula son dificiles de encontrar si se caen o vuelan.
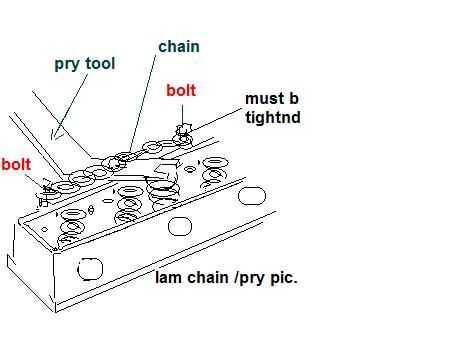
Mostró un pedazo de cadena"en la ilustración de la primavera herramienta fotos ok? ... La cadena debe ser utilizado con una de las dos palanca horquilla tipo herramientas, usted puede hacer fuera de 5/16 x 1.1/2 barra de acero stock tendrá un
pequeño agujero de aproximadamente 3 pulgadas del extremo de la horquilla para poner un tornillo de 1/4" a través de este se conecta a través de la
acoplamiento de cadena sí mismo y la cadena que se atornillarán cómodamente a la cabeza usando los agujeros de tornillo
ya hecho en la cabeza proporcionando un punto de apoyo para pries los resortes en el comprimido
posición"donde puede quitar luego los guardianes con un pequeño destornillador magnetizado (a veces sólo uso esto para como quitar resortes mientras que la cabeza está en el motor)
Retire a continuación los guardianes con un pequeño destornillador magnetizado
engrasados) o los dedos.
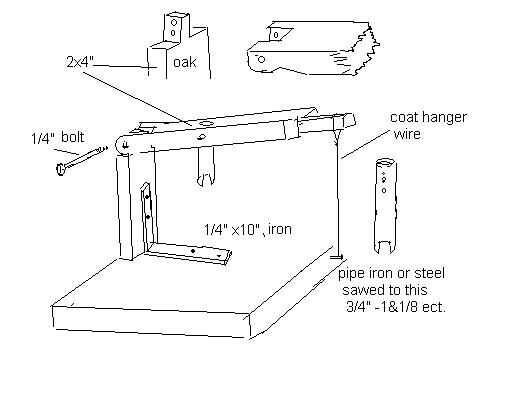
La pipa de acero pequeñas en la pic es para válvulas en el bastidor principal y tienes que usar un destornillador con grasa para mantener los guardianes cuando tratando de ponerlos en los vástagos de las válvulas cuando se trabaja sobre esas cabezas donde las válvulas se fijan poco en la cabeza también puede ser mencionado para comprimir los resortes mite ser posible colocar un pequeño gato debajo de una
coche en la parte superior lo tubo (PIC o) utilizar una longitud (decir 4-5' pies) 2 x 4 y Premio abajo en la
válvula de resorte con la herramienta tubo que tendrá necesidad algo bastante fuerte sostener un extremo de
dispositivo de prizeing (es decir 2 x 4 madera) tales métodos serán necesario un ayudante adecuado a veces si es así.
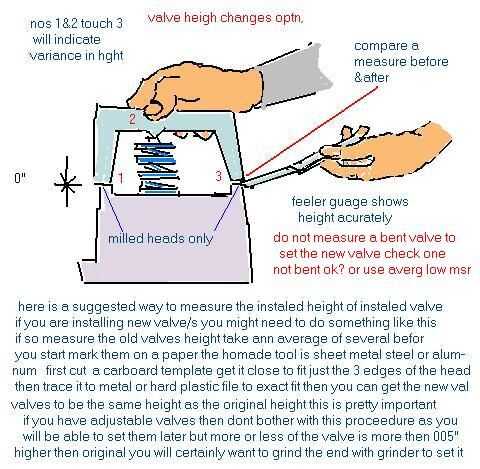
Recuerde que si usted muele la válvula un montón (es decir más del.010) puede que tenga que moler algunos frente a la punta del tallo, por lo que no es a la larga para los perímetros de la separación necesaria de ciertas válvula diseños cabeza de separación, pero la mayoría de las veces no
Asegúrese de comprobar todos los alzaválvulas instalada antes de encender le motor en su caso (pregunte a un hombre de la tienda de máquina si piensa que su motor tiene varillas de levantamiento hidráulicas que pueden compensar los cambios en la altura de la válvula.
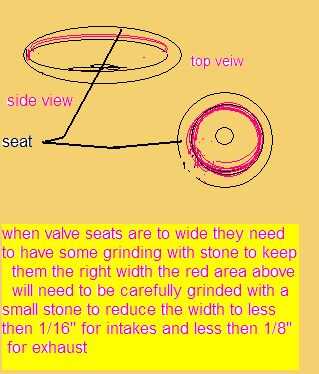
ANCHURAS DE ASIENTO DE VÁLVULA SON IMPORTANTES
¿Un párrafo útil sobre la válvula de asiento ancho,"ok" después o antes de pulir válvulas el im de manera que"con el taladro y la manguera? ¿el resultado alcanzado tiene una dimensión", en otras palabras posiblemente vas a tener que alterar el ancho terminado o antes el asiento de válvula que vendrá dentro de un ok de parámetro de la anchura (es necesario)"? Para la mayoría de los tamaños de válvula común coche motores im que va a sugerir 2 posibles tamaños para los 2 tipos de válvulas (admisión y escape) el ancho terminado válvula que está muy cerca también este ancho > 1/16" < para válvulas de admisión o no en > 1/8" < o menos para válvulas de escape.
Por ejemplo 1/32 es forma estrecha para las convocatorias y 3/16 no va a trabajar para anchos de escape
su ancho a. ¿También estos tamaños son para coche o camioneta más grande válvulas entonces decir 3/4" de diámetro ok permite decir por ejemplo que se conecte a tierra las válvulas y parece que ahora es el asiento del lado de entrada menos 1/8" ancho ahora, (especialmente de hierro fundido asientos) vas a tener que reducir a 1/16 o debajo ok?
Llevar unas gafas de seguridad cuando haga esto... Es una manera simple, esto se puede hacer con una pequeña muela aproximadamente 1/2" -5/8" diámetro (ver foto) bien puesta la piedra en el chuck de taladro (o dremell herramienta etc. o mueren la amoladora) la idea es moler una pequeña cantidad de ancho de asiento lejos el borde interior inferior del perímetro de asientos.
ANCHURAS DE ASIENTO DE CORTE CON ESMERIL PEQUEÑO
Su cuestión de mantener cuidadosamente la piedra en el agujero mientras gira la piedra, no permita que la piedra de afilar a arriba o en el bolsillo mientras gira, su a riesgo. Si nick el asiento superior que puede ser dañado seriamente recomiendo un rpm sugeridas de 300 a 800 rpm para asientos de reparto tal vez 1200, pero un miniesmeril 10.000 rpm no será necesario para los principiantes.
¿generalmente comienzo pulido en 12:00 (posicionamiento punto imaginario) y mover la piedra hacia la derecha (círculo) tomando unos 11-15 segundos para completar los 360 grados (círculo)... deje la piedra de afilar, luego retire de la bolsa (puerto donde los asientos de) mirar en la rutina resultante ed lugar es cerca del diámetro interno del asiento? ¿(sugerido de ancho) si tan bien si no? Continuar repitiendo la molienda como indicado mantener un agarre muy firme sobre su taladro o lo que sea gancho a su grindstone(use) mover lentamente y deliberadamente como posible no dejarle piedra llegar a cerca de 45 grados del asiento buen ángulo en lugar de otro mantener alineación dentro de 20-30 grados es mejor (por razones) una vez más para hardend asientos usan como una velocidad más alta posible como 1200 o más y probablemente con los 30 grados "garganta" ángulo de residuos youl la piedra, también mantener su herramienta ni ropas holgadas. Hierro fundido rutinas fácil así no sobre ajuste del asiento y no mezclar las válvulas mientras que Thar (números de pintura?) y las ocasiones son usted no necesitan hacer cualquier válvulas del "Producto" con el duro asiento inserta en todos probablemente estén lo suficientemente cerca corregir ancho... gracias "
")

")

")
.")
")






