Paso 4: Impresión y medidas de

Conseguir un cilindro de 30 mm para imprimir miles de capas puede ser un poco de una molestia.
Atasco de la impresora es problemático debido a la naturaleza visco-elástica de la resina. Como la estructura cabeza baja el brazo sosteniendo que la bandeja de resina se desvía. El brazo sólo vuelve a su posición original después de que la resina tenga tiempo para salir entre la parte impresa y PDMS. Si la luz se enciende antes de que la resina puede fluir hacia fuera, la capa impresa es más gruesa que el valor ajustado y después de decenas o cientos de ciclos de un error se acumula en la dirección z de la impresora enlazar y jam. Para evitar esto se recomienda agregar una pausa después de la cabeza de la construcción baja al PDMS estableciendo el "ModelApproachWait" a 2.25 s para una resina de 300 amp.
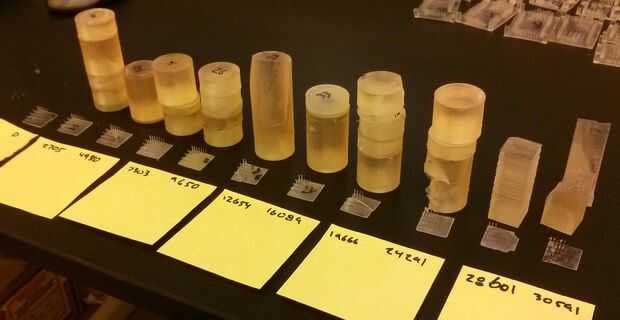
Después de terminó la impresión del cilindro, entonces quisiera imprimir el posts.stl y registrar el número o mensajes impresos. La bandeja luego fue drenada y limpia cuidadosamente con un paño mojado de acetona utilizado para eliminar el rastro final de resina. Por desgracia las toallitas Kim usaba arañado la superficie. Esto reduce la transmisión de la luz en el lado sin imprimir de la ventana frente a la ventana que se acaba empapada en resina. Le recomendamos encarecidamente utilizar paños de microfibra para la limpieza. Después de limpiar una medición de UV-Vis y un broche de presión rápido disparo fue grabado luego.












 para el Casting – anillo")
