Paso 2: Construcción de VersaBot Chasis










VersaBot chasis completa en taller.
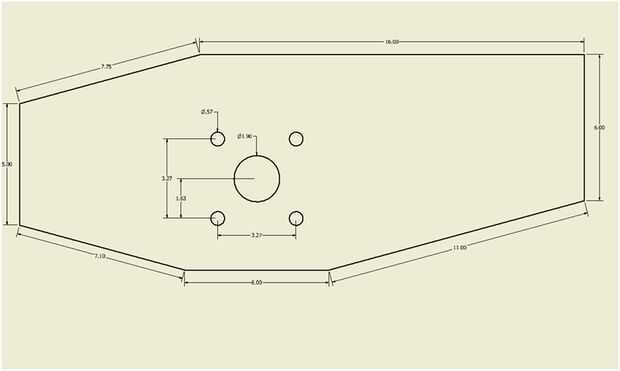
Lado a 1
1) comenzar cortar este Panel por áspero la forma básica del corte con una sierra Vertical.
2) limpiar bordes afilados y las fresas.
3) Ubicación de los orificios y el tamaño variará dependiendo de cojinete.
4) luego, perfore cuatro agujeros de cada ½"
1-un lado para el montaje de rodamientos de cuadrados.
Lado 1-B
1) comenzar cortar este Panel por áspero la forma básica del corte con una sierra Vertical.
2) limpiar bordes afilados y las fresas.
3) Ubicación de los orificios y el tamaño variará dependiendo de cojinete.
4) luego, perfore cuatro agujeros de cada ½"
Lado B 1 para el montaje de rodamientos de cuadrados.
2-B Panel de Motor
1.) corte la forma básica con una sierra Vertical.
2.) entonces limpiar los bordes del Panel frontal con una máquina CNC.
Coordenadas de agujero de diseño 3.).
4.) perforaciones con un taladro.
2-B Panel de Motor (1) para el montaje de los motores.
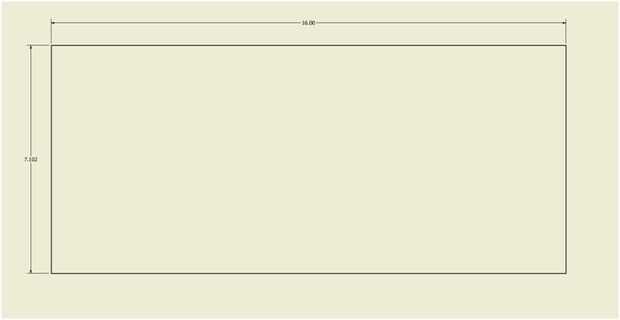
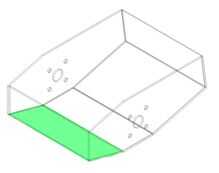
Panel de 3-C inferior A
1.) corte la forma básica hacia fuera con una sierra Vertical.
CNC 2.) los bordes de acabado.
3-C parte inferior Panel un (1) para los motores.
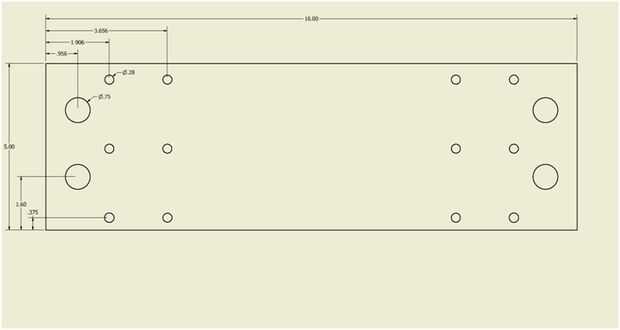
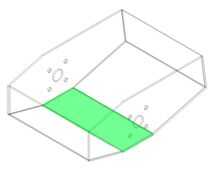
Tablero inferior 4-D B
1.) áspero corte forma básica del Panel con una sierra Vertical.
CNC 2.) los bordes de acabado.
4-D parte inferior Panel B (1) almohada las canalizaciones verticales y bloques de almohadilla.
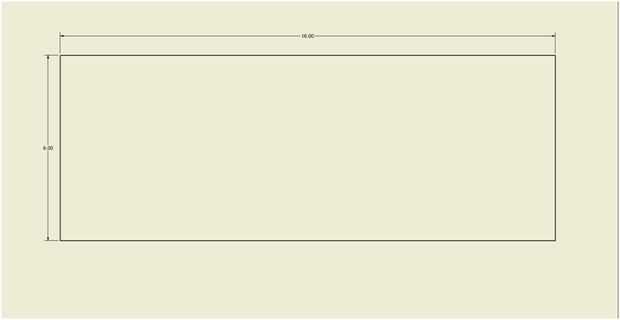
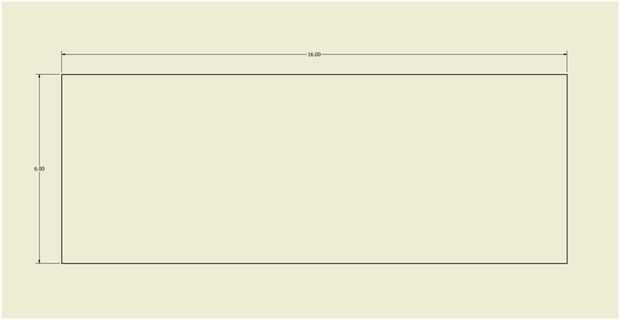
G-Code Utilizado en HASS 101 fresado Machine(Optional to do)
%
O07777
G17 G20 G40 G49 G80
T1 M06
G00 G90 G54 X-1. Y-0.25
S800 M03
G43 H01 Z2.
Z0.1
G01 Z-0.175 F5.
G41 D01
X0. Y0.
Y6.
X16.
Y0.
X0.
X-1.
G40 X-2.
G0. Z2.
G91 G28 Z0.
G91 G28 Y0.
M30
%
(G17-Circular movimiento XY, verificar G20 pulgadas coordenadas, cortador G40 Comp cancelar, herramienta G49 cancelar de compensación de longitud, G80 cancelar ciclo de conservas)
(T1-número de dientes en corte, cambio de herramienta-de M06)
(Movimiento rápido G00 posicionamiento, G90 absoluto posicionamiento Offset comando, G54-trabajo posicionamiento de coordenadas #1, Y-.25-ejes Y dirección)
(s800 - velocidad del huso, M03 husillo en sentido horario)
(Compensation-(H01,Z2) de longitud de herramienta G43
(Z0.1-dirección en el eje z)
(Interpolación lineal G01 movimiento, profundidad Z-0.175 abajo, F5)
(Compensación de cortador G41-2D, D01-)
(X0. Y0.-Inicio)
(Y6-dirección en el eje y)
(X16-dirección en el eje x)
(Y0.-dirección en el eje y)
(X0.-dirección en eje x)
(X-1.-dirección en el eje x)
(Cortador G40 Comp Cancel(X-2,Y0))
(G0-rápido posicionamiento Motion(Z2))
(G91 Incremental cero comando, G28-máquina de posicionamiento a su vez a través de Ref Point(Z0))
(G91 Incremental cero comando, G28-máquina de posicionamiento a su vez a través de Ref Point(Y0))
(Final del programa M30 y Reset)
5-E inferior Panel C
1.) áspero corte forma básica con una sierra Vertical.
2.) entonces limpiar los bordes y rebabas.
5-E inferior C de Panel para las baterías.
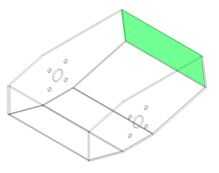
Panel trasero 6-F
1.) áspero corte forma básica con una sierra Vertical
2.) entonces CNC los bordes de acabado.
La parte posterior del chasis

")






")
")



