Paso 3: Perforación continuó
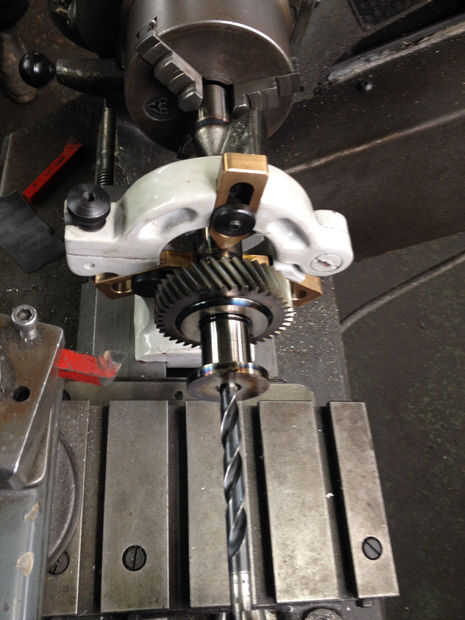



Ahora que perforar a profundidad cuando el taladro empieza a hacer un ruido de cincelado, con línea de aire y control soplete agujero lo debe quedar claro en la parte inferior. El eje de la bomba de aceite está muerto en tamaño (12,0 mm) pero necesitamos permiso de mecanizado.
Ahora ponemos un filoso 11,0 mm taladro y proceder como antes incluso la presión [alimentación lenta].
Nosotros ahora usamos un 11,5 mm taladro y repita el paso anterior.
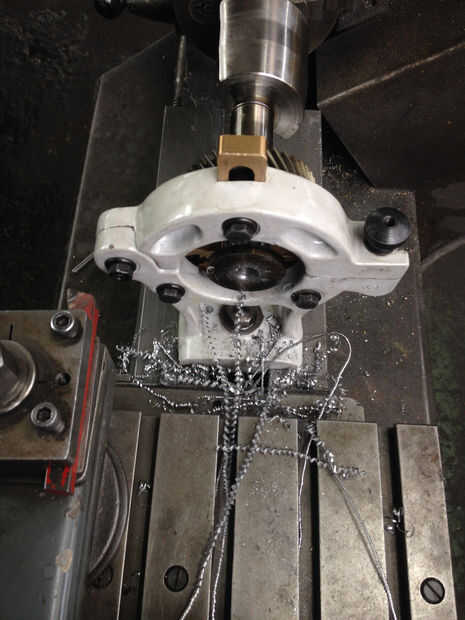
Siguiente etapa [imagen 2] se basa en qué medida tienes con el agujero que ha perforado aumentará incluso un taladro afilado acabado tamaño de alesaje por un pequeño margen de micras / tú. Tomar esta medida y transponer a la nuestro eje. Necesita para lograr.001.0005 o ajuste de la interferencia de la Mic de 12.5-25.4.
Debe haber un montón de margen si usted toma su tiempo.
Poner el eje en su torno y máquina algunos tú / mic a la vez, medir como vayas, especialmente cuando estás cerca del diámetro necesitado - ya que este material es duro [scintered] puede que necesite un cinturón de pulido para suavizar cualquier mecanizado crestas dejadas por la herramienta. Algunos Tornos en material duro mantener una presión de corte primavera //be cuidado con este fenómeno...!!!!!! Usted puede terminar con una forma cónica / que puede ser útil si usted tiene la forma cónica en la dirección correcta. Papel de esmeril de grano fino también viene bien.
La unidad hexagonal en el centro de este eje es sólo parcialmente por el interior así que tenemos que cortar la parte buena para adaptarse a la longitud. Para medir uso la profundidad final de regla Vernier calibrador profundidad y medida del agujero. Cuando corte del huso, torneado. Ser muy cuidadoso y gafas. Cuando hayas terminado, poner una ligera [ángulo de 1.5 mm 45-60/o] conducir forma cónica en un extremo Asegúrese de que si tienes un taper pequeño causada por descentramiento tiene el extremo más pequeño con el plomo en él.
La imagen muestra [3] listo para el prensado de buena suerte!!!!!!













